
İndüksiyonla Isıtma ile Büyük Dişlilerin Yüksek Kalitede Diş Dişi Sertleştirilmesi

İmalat endüstrisinde, büyük dişliler ağır makineler, rüzgar türbinleri ve endüstriyel ekipmanlar gibi çeşitli uygulamalarda kritik bir rol oynar. Dayanıklılıklarını ve performanslarını sağlamak için dişli dişlerine bir sertleştirme işlemi uygulamak çok önemlidir. Büyük dişlilerde diş diş sertleştirme elde etmek için en etkili yöntemlerden biri indüksiyonla ısıtmadır.
İndüksiyonla ısıtma dişli dişlerinin yüzeyini hızlı bir şekilde ısıtmak için elektromanyetik indüksiyon kullanan bir işlemdir. Bir bobine yüksek frekanslı bir alternatif akım uygulayarak, dişli diş yüzeyinde girdap akımlarını indükleyen bir manyetik alan oluşturulur. Bu girdap akımları lokalize ısıtma yaratarak her bir dişin hassas ve kontrollü bir şekilde sertleşmesini sağlar.
İndüksiyonla ısıtma kullanılarak diş diş sertleştirme, diğer sertleştirme yöntemlerine göre çeşitli avantajlar sunar. İlk olarak, dişli dişleri boyunca eşit sertlik dağılımı sağlayarak aşınma direncini ve yük taşıma kapasitesini artırır. Bu özellikle ağır yüklere ve zorlu çalışma koşullarına maruz kalan büyük dişliler için çok önemlidir.
İkinci olarak, indüksiyonla ısıtma seçici sertleştirme sağlar, yani sadece dişli dişleri ısıtılırken dişlinin geri kalanı nispeten etkilenmez. Bu, tüm dişlinin ısıtılmasını içeren diğer ısıl işlem yöntemlerinde meydana gelebilecek bozulma veya eğrilme riskini en aza indirir. Isıtma işlemi üzerindeki hassas kontrol, hedeflenen sertleşmeye olanak tanıyarak yüksek kaliteli, boyutsal olarak stabil bir dişli elde edilmesini sağlar.
İndüksiyonla sertleştirme Küçük, orta ve büyük boyutlu dişlilerin sertleştirilmesi diş-diş tekniği veya çevreleme yöntemi kullanılarak yapılır. Dişli boyutuna, gerekli sertlik modeline ve geometrisine bağlı olarak, dişliler tüm dişliyi bir bobinle çevreleyerek ("dişlilerin döndürülerek sertleştirilmesi" olarak adlandırılır) indüksiyonla sertleştirilir veya daha büyük dişliler için, işlem çok daha yavaş olmasına rağmen daha hassas bir sertleştirme sonucunun elde edilebildiği "diş-diş" ısıtılır.
Büyük dişlilerin diş diş sertleştirilmesi
Diş-diş yöntemi iki alternatif teknikle yapılabilir:
"uçtan uca" tek vuruşlu ısıtma modu veya tarama modu uygulanır, bir indüktör tek bir dişin gövdesini çevreler. Bu yöntem, gerekli yorulma ve darbe dayanımını sağlamadığı için nadiren kullanılır.
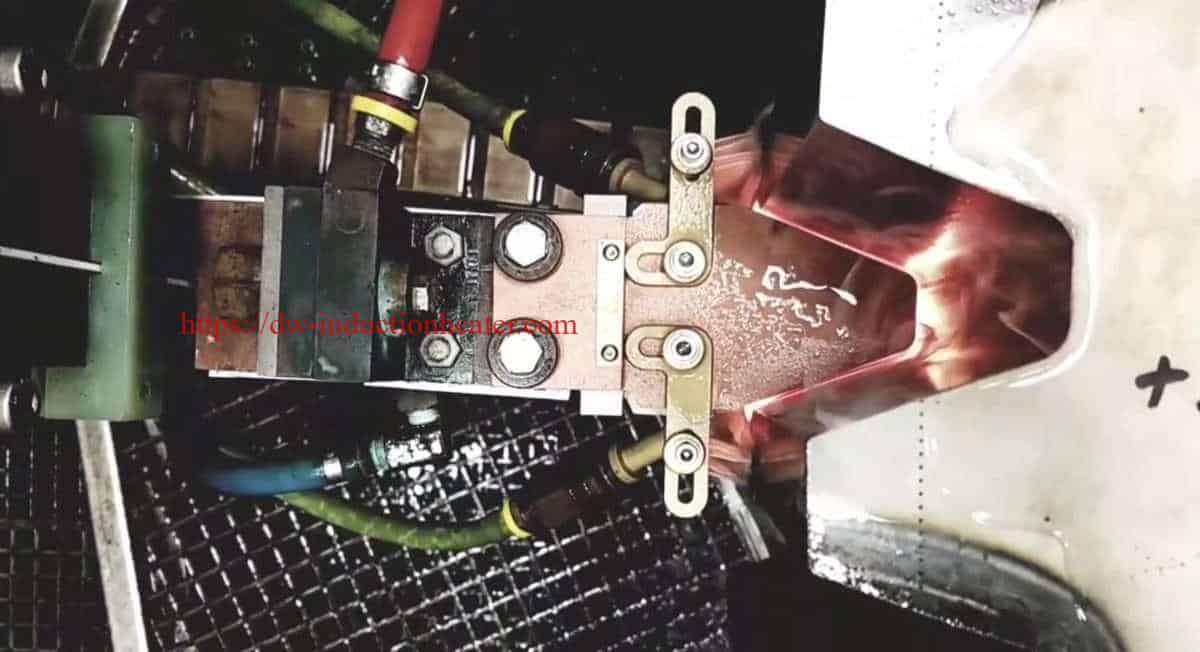
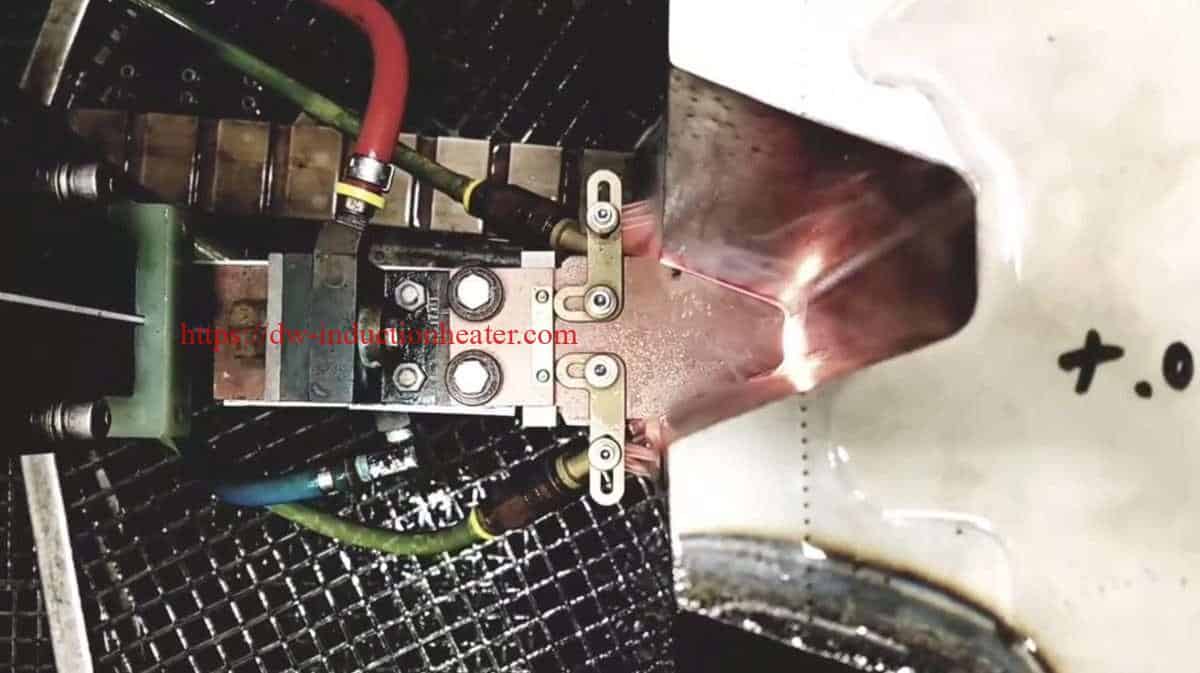
Daha popüler olan "boşluk boşluk" sertleştirme tekniği sadece tarama modunu uygular. İndüktörün bitişik dişlerin iki kanadı arasına simetrik olarak yerleştirilmesini gerektirir. İndüktör tarama hızları tipik olarak 6 mm/sn ila 9 mm/sn arasındadır.
Kullanılan iki tarama tekniği vardır:
- indüktör sabittir ve dişli hareket edebilir
- dişli sabittir ve indüktör hareketlidir (büyük boyutlu dişlileri sertleştirirken daha popülerdir)
İndüksiyonla sertleştirme İndüktörü
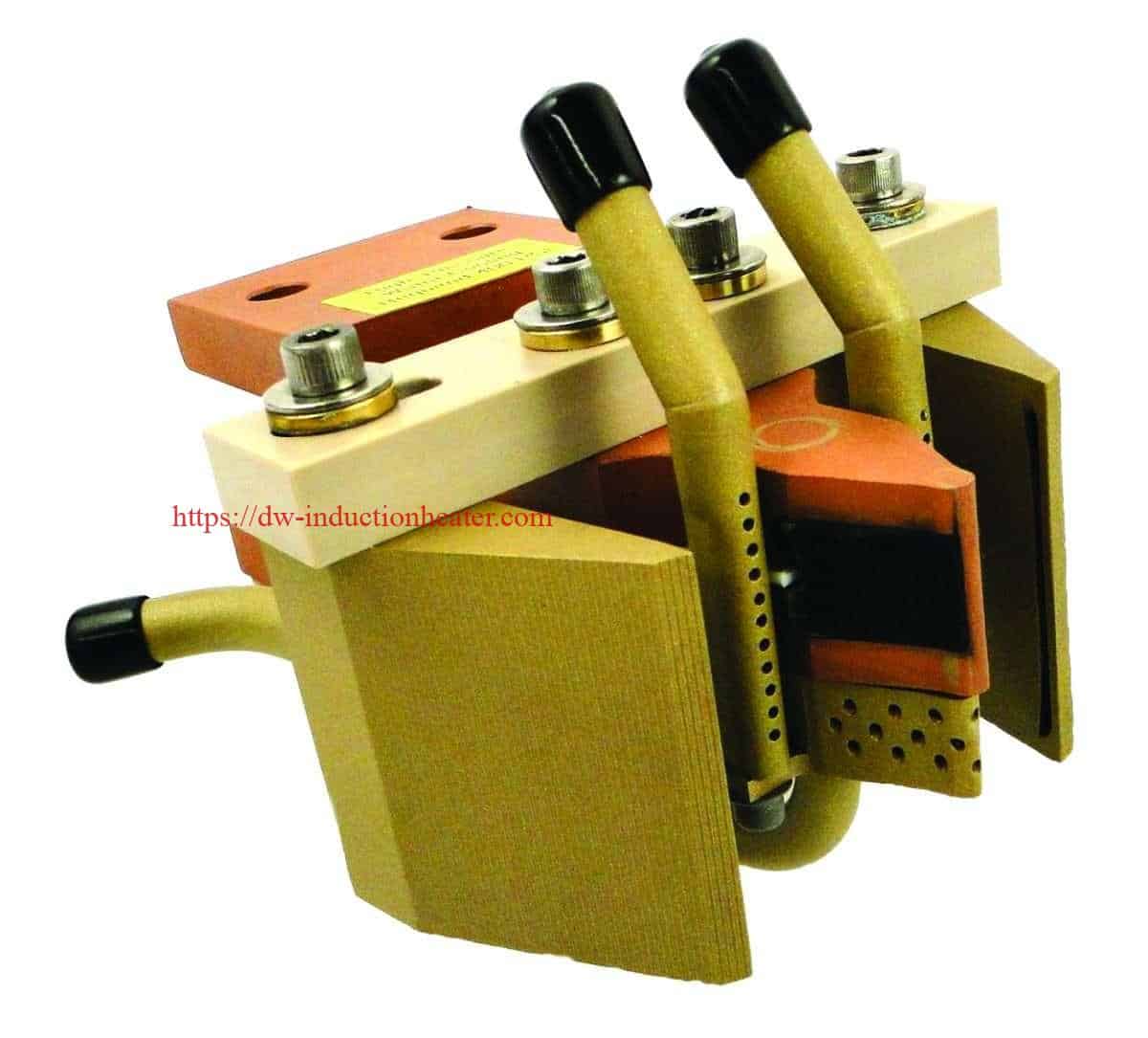 İndüktör geometrisi dişlerin şekline ve gerekli sertlik modeline bağlıdır. İndüktörler dişin sadece kökünü ve/veya yan tarafını ısıtacak şekilde tasarlanabilir, uç ve diş çekirdeği yumuşak, sert ve sünek bırakılabilir.
İndüktör geometrisi dişlerin şekline ve gerekli sertlik modeline bağlıdır. İndüktörler dişin sadece kökünü ve/veya yan tarafını ısıtacak şekilde tasarlanabilir, uç ve diş çekirdeği yumuşak, sert ve sünek bırakılabilir.
Simülasyon aşırı ısınmayı önlemeye yardımcı olur
Dişten dişe sertleştirme prosesleri geliştirilirken, elektromanyetik uç/kenar etkilerine ve dişli uç bölgelerinde gerekli desenin sağlanabilmesine özellikle dikkat edilmelidir.
Bir dişli dişi tarandığında, sıcaklık dişli kökleri ve yanakları içinde oldukça eşit bir şekilde dağılır. Aynı zamanda, girdap akımı yanak ve özellikle diş ucu boyunca bir geri dönüş yolu oluşturduğundan, özellikle tarama sertleştirmesinin başında ve sonunda diş ucu bölgelerinin aşırı ısınmasını önlemek için uygun özen gösterilmelidir. Bir simülasyon, süreci geliştirmeden önce bu istenmeyen etkileri önlemeye yardımcı olabilir.
Simülasyon örneği
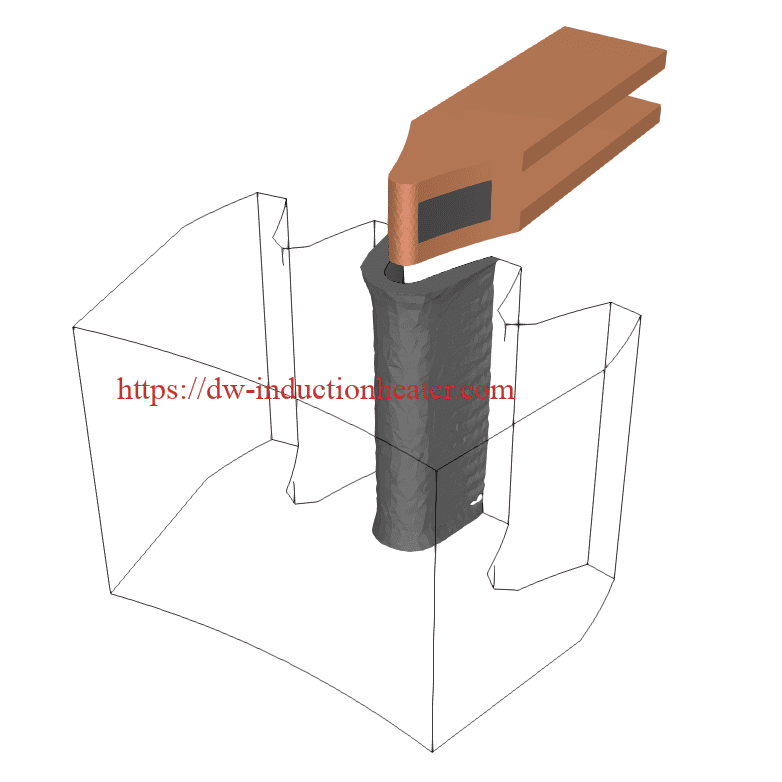
Dişli sertleştirme kasasının 12 kHz'de diş diş taranması.
Püskürtmeli soğutma da simüle edilmiştir ancak sonuç görüntülerinde görünmemektedir. İki dişin üst ve yan yüzlerine bir soğutma etkisi uygulanır ve soğutma bölgesi indüktörün ardından hareket ettirilir.
Gri renkte 3D Sertleştirilmiş profil:
2D Sertleştirilmiş profil dikey kesiti: CENOS, güç azaltılmazsa veya dişli sonuna yakın kapatılmazsa sertleştirilmiş profilin nasıl derinleştiğini kolayca görselleştirmenizi sağlar. 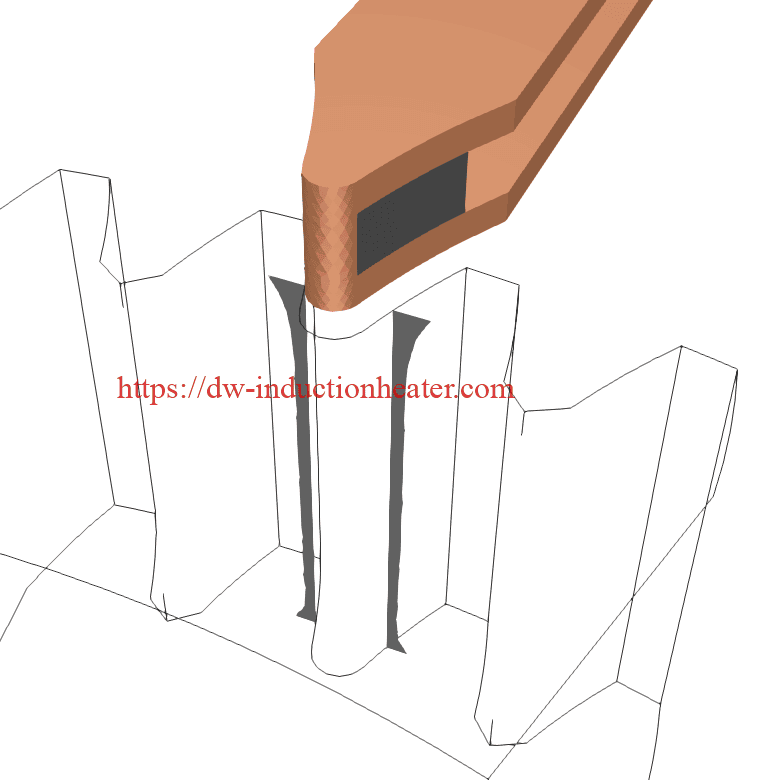
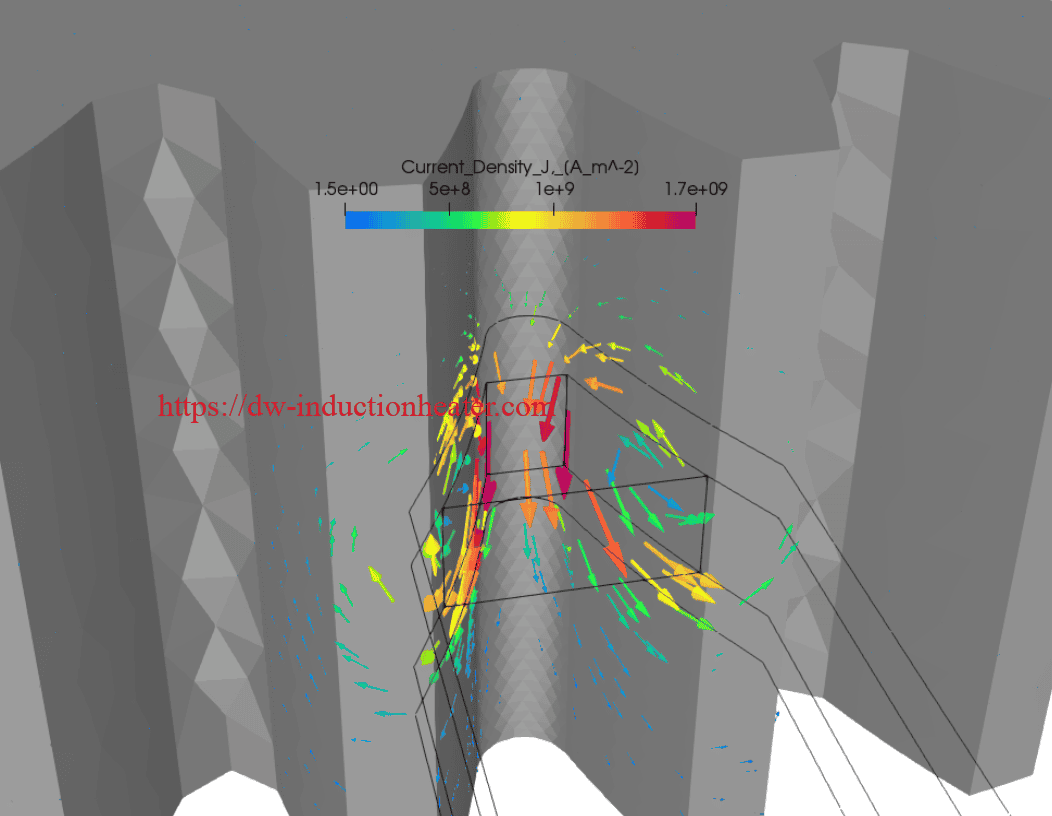
Dişli üzerindeki akım yoğunluğu:

Ayrıca, indüksiyonla ısıtma hızlı ısıtma ve soğutma oranları sunarak geleneksel yöntemlere kıyasla toplam işleme süresini azaltır. Bu, üretim verimliliğini artırmaya ve maliyetleri düşürmeye yardımcı olduğu için özellikle büyük dişliler için avantajlıdır.
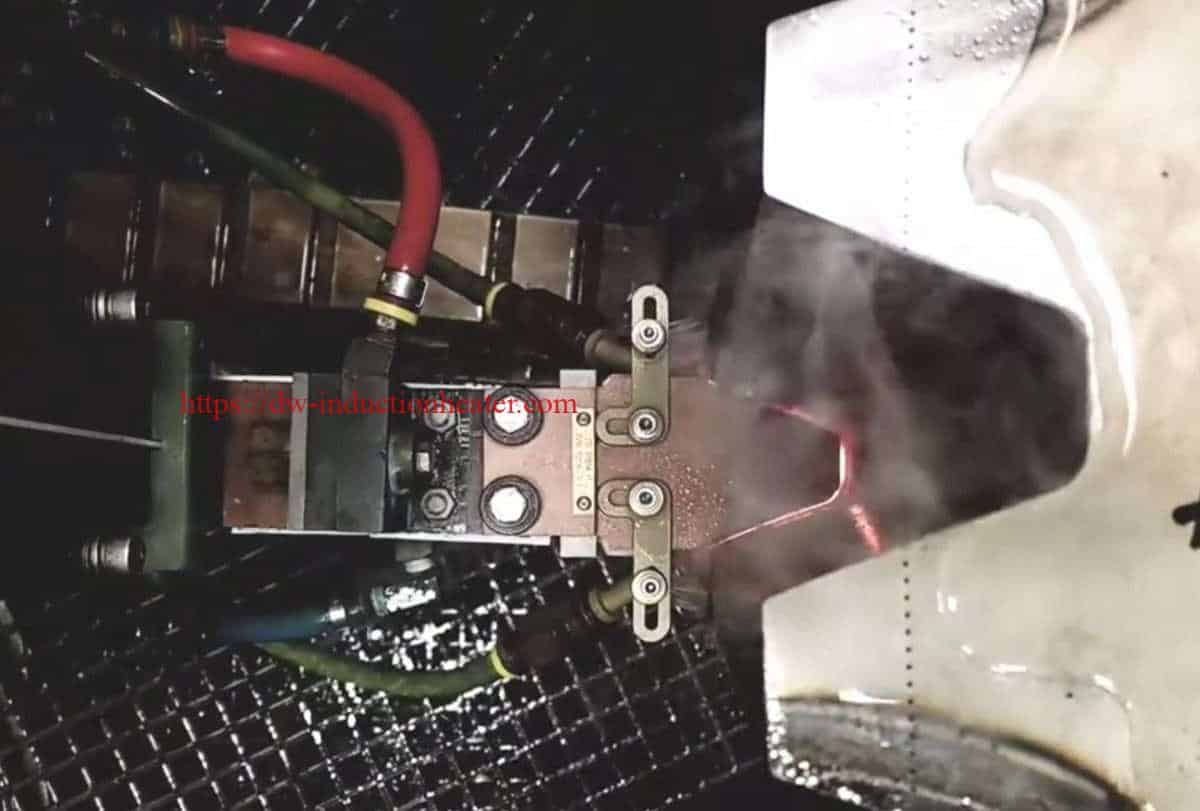
İndüksiyonla ısıtma kullanarak büyük dişlilerin diş diş sertleştirilmesini sağlamak için özel ekipman gereklidir. İndüksiyonla ısıtma sistemi tipik olarak bir güç kaynağı, bir bobin veya indüktör ve bir soğutma sisteminden oluşur. Dişli bobine yerleştirilir ve gerekli ısıyı üretmek için güç kaynağı etkinleştirilir. Güç, frekans ve ısıtma süresi gibi proses parametreleri, istenen sertlik profilini elde etmek için dikkatlice kontrol edilir.
Sonuç olarak, büyük dişlilerin indüksiyonlu ısıtma kullanılarak diş diş sertleştirilmesi oldukça etkili ve verimli bir yöntemdir. Düzgün sertlik dağılımı, seçici sertleştirme ve hızlı işleme süreleri sağlayarak yüksek kaliteli, dayanıklı dişliler elde edilmesini sağlar. Büyük dişlilerin üretiminde yer alıyorsanız, dişe diş sertleştirme için indüksiyonlu ısıtma uygulamasını göz önünde bulundurmanız ürünlerinizin performansını ve uzun ömürlülüğünü önemli ölçüde artırabilir.
