
Paslanmaz Çelik Borunun Tabana İndüksiyonla Lehimlenmesi
Amaç:
İndüksiyon lehimleme paslanmaz çelik bir boruyu (OD: 45mm, ID: 42mm) uyumlu bir metal tabana birleştirmek için kullanılmıştır. Amaç, mekanik ve termal gerilimlere uygun yüksek bağlantı bütünlüğü ile güçlü, sızdırmaz bir bağlantı elde etmekti. Bu vaka aynı zamanda maliyet verimliliğini korurken ve termal bozulmayı en aza indirirken güç, frekans, bobin tasarımı, dolgu metali seçimi ve sert lehimleme süresi gibi sert lehimleme parametrelerini optimize etmeyi amaçlıyordu.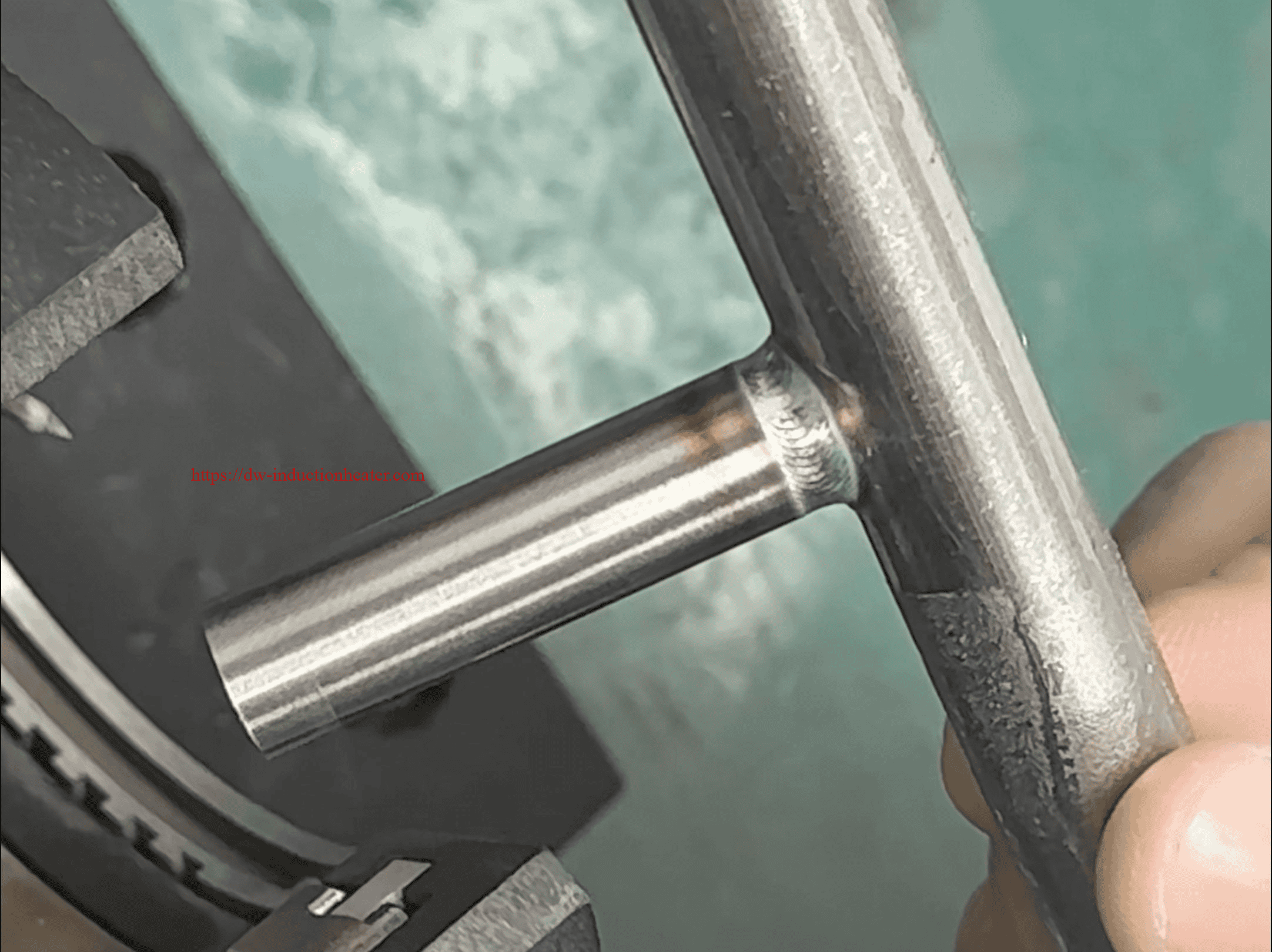
Ekipman:
- İndüksiyon Lehimleme Makinesi
- Model: 10kW indüksiyonlu lehimleme sistemi
- Frekans Aralığı: 300-800kHz
- Özel İndüksiyon Bobini
- Paslanmaz çelik boru ve taban bağlantısının geometrisi ve ısıtma gereksinimlerini karşılamak için özel olarak tasarlanmıştır.
- Soğutma Sistemi
- İndüksiyon ekipmanının aşırı ısınmasını önlemek ve sürekli çalışma sırasında sıcaklığı dengelemek için su soğutma sistemi.
- Fikstürler ve Konumlandırma Araçları
- Sert lehimleme sırasında paslanmaz çelik boru ve tabanı hassas bir şekilde hizalamak için jig ve fikstürler.
Malzemeler:
- Paslanmaz Çelik Boru
- Dış Çap: 45mm
- İç Çap: 42mm
- Malzeme Sınıfı: AISI 304 (korozyon direnci ve mekanik mukavemeti için seçilmiştir).
- Temel Malzeme
- Yumuşak çelik taban (karbon çeliği), ekonomik uygunluğu ve sert lehimleme için paslanmaz çelik borularla uyumluluğu için kullanılır.
- Dolgu Metal
- Dolgu Metali: BAg-7 (yaklaşık 56% gümüş içeriğine sahip gümüş bazlı alaşım, mükemmel kılcal akış ve paslanmaz çelik ile uyumluluk sunar).
- Erime Aralığı: 630-660°C.
- Akı
- Tip: Florür bazlı flaks; oksitleri gidermek ve dolgunun tabana ve paslanmaz çelik boruya yapışmasını sağlamak için kullanılır.
Test Lehimlemesi:
- Güç ve Frekans Seçimi
- A 7kW güç çıkışı deneysel olarak montajın diğer kısımlarını aşırı ısıtmadan bağlantı alanını ısıtmak için en uygun olarak belirlenmiştir.
- Bu çalışma frekansı 400kHz olarak ayarlandı Paslanmaz çelik malzemenin bobin ile verimli bir şekilde ısıtılmasını sağlamak için.
- İndüksiyon Bobini Tasarımı
- Isıyı bağlantı alanına odaklamak için çift turlu bir sarmal bobin kullanılmış ve hem paslanmaz çelik borunun hem de tabanın aynı anda eşit şekilde ısıtılması sağlanmıştır.
- Bobin çapı, eşit indüksiyon kuplajı için tüpün her tarafında 3-5 mm boşluk sağlayacak şekilde tasarlanmıştır.
- Test Eklemi Konumlandırma
- Paslanmaz çelik boru (45 mm dış çap), dolgu malzemesinin kılcal hareketi için 0,1-0,2 mm'lik eşit bir boşluk sağlamak üzere tabana hassas bir şekilde hizalanmıştır.
- Sıcaklık Kontrolü
- Bir pirometre, bağlantı sıcaklığının yaklaşık 650°C'ye ulaşmasını ve bu sıcaklığın korunmasını sağlamıştır.
- Lehimleme Süresi
- Denemeler, optimum sert lehimleme süresini şu şekilde belirlemiştir 10 saniyeBu sayede bağlantı, aşırı ısıya maruz kalmadan dolgu metalinin erimesi ve yapışması için uygun sıcaklık eşiğine ulaşır.
Lehimleme Adımları:
- Hazırlık
- Paslanmaz çelik boru ve taban yüzeyini yağ, kir ve oksitlerden arındırmak için dikkatlice temizleyin.
- Florür bazlı flaksı bağlantı yüzeylerine eşit şekilde uygulayın.
- Montaj ve Fikstür Konumlandırma
- Paslanmaz çelik boru, mukavemeti en üst düzeye çıkarmak için üst üste binen bir bağlantı ile tabana yerleştirildi. Fikstürler işlem sırasında düzeneği sabit tuttu.
- İndüksiyonla Isıtma
- İndüksiyon makinesi 400kHz'de 7kW güç uyguladı. Hassas ısıtma, bobinin tüpü ve tabanı çevrelediği bağlantıya odaklandı.
- Dolgu Malzemesi Uygulaması
- Sıcaklık 650°C'ye yaklaştığında, dolgu alaşımı bağlantıya uygulandı. Kılcal hareket erimiş dolguyu derz boşluğuna çekti.
- Soğutma
- Sert lehimlemeden sonra, termal şoktan kaçınmak için düzeneğin doğal olarak soğumasına izin verilmiştir.
Sonuçlar/Faydalar:
- Eklem Gücü
- Lehimli bağlantı çekme testine tabi tutuldu ve mekanik yük gereksinimlerini 15%'lik bir farkla aşarak basınçlı uygulamalar için uygun, güçlü ve sızdırmaz bir bağlantı elde edildi.
- Termal Bütünlük
- İşlem, paslanmaz çelik boru ve tabanın boyutsal doğruluğunu koruyarak ısı bozulmasını en aza indirdi.
- Verimlilik
- Lehimleme işlemi şu süre içinde tamamlandı 10 saniye ısıtma süresiminimum enerji tüketimi ile yüksek verimlilik gösterir.
- Temiz Kaplama
- Uygun ısıtma, dolgu malzemesi dağılımı ve minimum eritken kalıntısı nedeniyle bağlantı temiz bir yüzeye sahipti. Lehimleme sonrası temizlik minimum düzeydeydi.
İndüksiyonla Isıtma Sağlar:
- Hassas ve Lokal Isıtma:
İndüksiyon sistemi, bitişik bölümleri etkilemeden, ısıl gerilimi azaltarak ve malzeme özelliklerini koruyarak ısıyı doğrudan ve eşit bir şekilde bağlantı alanına iletti. - Süreç Kontrolü:
Sıcaklık, güç ve frekans üzerindeki hassas kontrol, tutarlı bağlantı kalitesi sağladı ve farklı üretim senaryoları için optimizasyona izin verdi. - Tekrarlanabilirlik:
İndüksiyon işlemi, bağlantılar arasında minimum varyasyonla tutarlı sonuçlar elde edilmesini sağlayarak büyük ölçekli endüstriyel kullanım için son derece güvenilir hale getirmiştir. - Enerji Verimliliği:
10kW indüksiyon sistemi yüksek ısıtma verimliliği sağlayarak fırın lehimleme gibi alternatif lehimleme yöntemlerine kıyasla enerji kullanımını önemli ölçüde azalttı. - Güvenlik ve Temizlik:
İndüksiyonla ısıtma açık alevleri ortadan kaldırarak işyeri tehlikelerini azalttı ve daha temiz bir proses ortamı sağladı.
Veri Analizi ve İstatistik:
| Parametre | Değer | Notlar |
|---|---|---|
| Güç | 7kW | Isı dağılımını dengelemek için optimize edilmiştir. |
| Frekans | 400kHz | Paslanmaz çelik ve dolgu için idealdir. |
| Bobin Tasarımı | Çift turlu sarmal bobin | Eklem çevresinde eşit ısıtma sağlar. |
| Lehimleme Süresi | 10 saniye | Eritme ve doldurma için yeterlidir. |
| Dolgu Malzemesi | BAg-7 gümüş alaşımı | Yüksek mukavemet ve mükemmel kılcal akış. |
| Ulaşılan Sıcaklık | 650°C | Dolgu malzemesini eritmek için idealdir. |
Bu indüksiyon lehimleme kutusu zorlu paslanmaz çelik uygulamalarında yüksek kaliteli bağlantılar oluşturmada yöntemin etkinliğini ve hassasiyetini göstermiştir. Tüm proses parametrelerinin detaylı analizi ve optimizasyonu, sert lehimleme işleminin başarısını garantilerken verimliliği ve üretkenliği de en üst düzeye çıkarmıştır.