
Amaç
Tam katı yüksek frekanslı indüksiyon küçük bakır boru lehimleme bağlantı eklemleri DW-UHF-10 kW indüksiyon lehimleme sistemi ve mevcut split laboratuvar bobini kullanılarak
Test 1
Ekipman
DW-UHF-10kw indüksiyon lehimleme makinesi

Malzemeler
- Bakır boru - Emme Borusu
- Sert lehim pastası
Anahtar Parametreler
Güç: 9,58 kW
Sıcaklık: Yaklaşık 1500° F (815° C)
Zaman: 5 - 5,2 sn
Test 2
Ekipman
DW-UHF-10kw indüksiyon lehimleme sistemi
Malzemeler
- Bakır boru - Kondenser borusu
- Sert lehim pastası
Anahtar Parametreler
Güç: 8,83 kW
Sıcaklık: Yaklaşık 1300° F (704° C)
Zaman: 2 saniye

Süreç:
Test 1
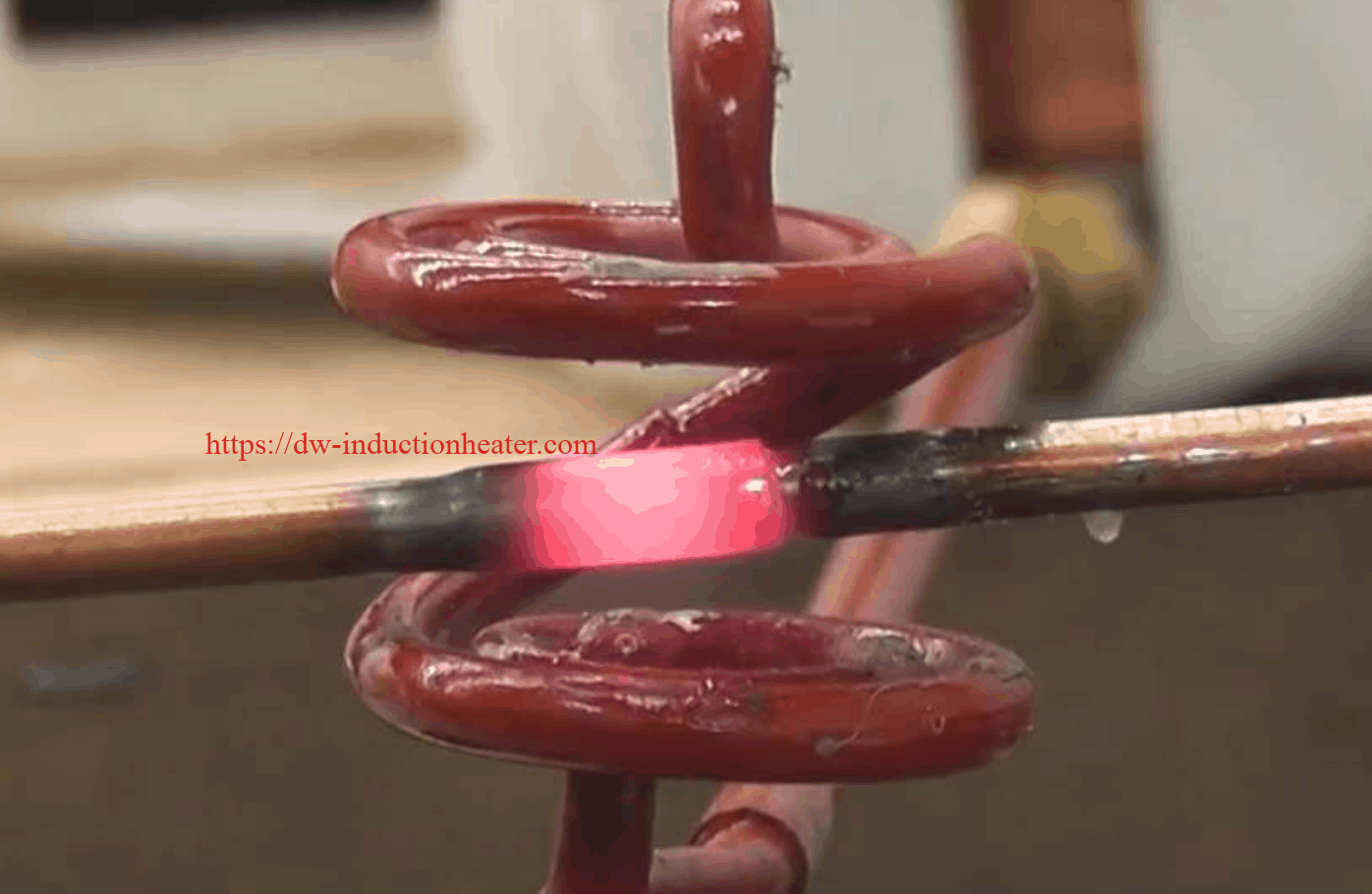
Test için sadece bir tertibat sağlandığından, bir boru diğerini şekillendirilmiş bir açık flanş ucunda kabul edecek şekilde ayarlanmış ağır duvarlı 5/16 "bakır boru kullanarak bir test yükü oluşturduk. Isı süresi, sıcaklığı belirtmek için tempilaque boyası kullanılarak tahmin edildi. Test düzeneği (ardından sağlanan bileşenler) 505 alaşımlı sert lehim macunu kaplamasıyla birleştirildi ve ekteki fotoğraflara göre laboratuvar test bobinine yerleştirildi) 5 - 5.2 saniyelik bir ısı döngüsünün alaşımı akıttığı ve eklemi oluşturduğu bulundu.
Test 2:
Daha küçük tüp tertibatı (kondenser tüpü) monte edildi ve tedarik edilen sert lehim alaşımından (gümüş lehim) bir halka oluşturuldu ve iki tüpün kesişme noktasına yerleştirildi. Alaşımın akması ve bağlantının tamamlanması için 2 saniyelik bir ısı süresi yeterli olmuştur.

Sonuçlar/Faydalar:
- Gösterildiği gibi, DW-UHF-10kw indüksiyonlu lehimleme sistemi, lehimli bir bağlantıyı tamamlamak için hem en büyük hem de en küçük borudan boruya bölümleri indüksiyonla ısıtabilmektedir. Mevcut bir test bobini kullanılarak elde edilen ısı süreleri, FLDWX tarafından istenen üretim ısı süresi beklentileri dahilindedir.
- HLQ, nihai raporu geliştirmek için gözden geçirilmek üzere tam bir montaja ihtiyaç duyacaktır. indüksiyon ısıtma bobinleri tasarımı Yerleşim fotoğrafınızda belirtilen 12 bağlantının tümünü alabilecek bir bağlantı parçası. Çelik muhafazanın yük bobininde oluşan RF alanından etkilenmemesini sağlamak için lehimlenecek boru bağlantıları ile çelik kompresör bölümü arasındaki açıklıkları bilmek ve görmek gerekir. Bu nihai tasarım, bobine RF alanını çelik gövdeye değil bakır uçlara odaklamaya yarayacak ferrit malzemelerin eklenmesini gerektirebilir.
- İlk testler, mevcut bir laboratuvar bobini kullanılarak DW-UHF-10 kW üzerinde tamamlanmıştır. Üretim indüksiyon ısıtma bobini, operatörün lehimleme işlemi için doğru ve pozitif ısıtma konumu için bobini bakır uçlara yerleştirmek için kullanmasına izin verecek iletken olmayan bir muhafaza içinde yer alacaktır. Üretim bobini tasarımı, test bobininden daha kısa uçlar içerecek ve ısı döngüleri iyileştirilecek şekilde yapılandırılacaktır (daha kısa ısı süreleri).

- HLQ sisteme isteğe bağlı bir süreç kontrolü sağlayabilir. Bu, FLDWX'ten gelen uygulama talebiyle birlikte verilen montaj fotoğrafında listelenen her bir bağlantı için geliştirilecek programlanmış bir süreç döngüsü olacaktır. 12 mafsalın her biri, her bir mafsala uyum sağlamak için sırayla programlanacaktır - bu, operatörün mafsal 1'den mafsal 12'ye programlandığı gibi aynı sırayla hareket etmesine izin verecektir. U indüksiyonlu sert lehim bobininin/kolunun her döngüsü işlemi bağlantı 1'den (ısı süresi ve % güç) bağlantı 2'ye (ısı süresi ve % güç) vb. ancak bağlantı 12'ye taşıyacaktır. Sıra bir kez girildikten sonra her montaj için takip edilmesi gerekecektir. Bu, işlemde tekrarlanabilirlik sağlamak için bağlantı başına sert lehimleme süresini tahmin etme işini ortadan kaldıracaktır.

- Dikkate alınması gereken bir diğer seçenek de HLQ Robotik Kol seçeneğini değerlendirmek olacaktır. Bu seçenek aşağıdakileri destekler indüksiyon lehimleme bobinleri/ bobin muhafazası ve bobini her bir bağlantı alanına yerleştirmek için programlandığında tertibatı harekete geçirir. Destek kolu döner ve bobini/bobin muhafazasını her bir eklem için uygun konuma ve açıya hareket ettirerek toprak konumunu ve ısı süresini garanti eder.
