Indukčný ohrev plastového granulátora
Popis
Stručné predstavenie indukčného ohrevu plastového granulátora / vytláčania plastov:
Indukčný ohrev plastový granulátor/výtlačný lis na plasty je jeden typ energeticky úsporného ohrievača. Má mnoho výhod vrátane výraznej úspory energie, rýchleho zahrievania, vysokej energetickej účinnosti, nízkej alebo nulovej údržby atď. Môže tiež znížiť teplotu prostredia tým, že generuje oveľa menej tepla. Pri inštalácii systému indukčného ohrievača nedochádza k žiadnym väčším zmenám elektrického riadiaceho systému.
 Kde sa dá indukčne ohrievať plastový granulátor/vypichovanie plastov?
Kde sa dá indukčne ohrievať plastový granulátor/vypichovanie plastov?

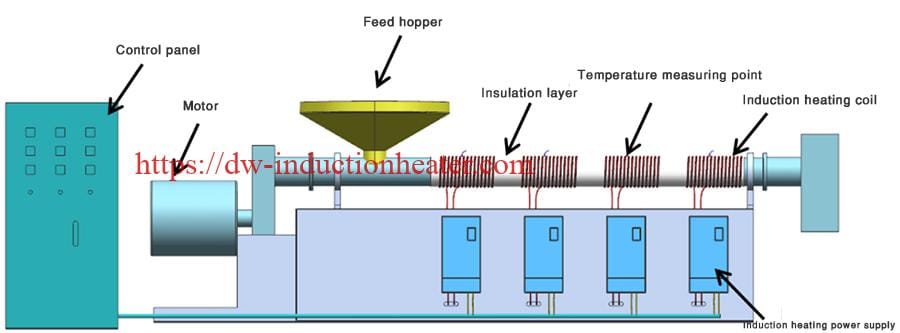
Používa sa najmä na vstrekovanie, vytláčanie, vyfukovanie, ťahanie drôtu, granulovanie a recyklačné stroje atď. Použitie výrobku zahŕňa fólie, plechy, profily, suroviny atď. Môže sa používať na ohrev suda, príruby, hlavy matrice, skrutky a iných častí strojov. Vynikajúco šetrí energiu a ochladzuje pracovné prostredie.
Indukčný ohrev je proces ohrievania elektricky vodivého objektu (zvyčajne kovu) elektromagnetickou indukciou, pri ktorom sa v kovoch vytvárajú vírivé prúdy a odpor vedie k Joulovmu ohrevu kovu. Samotná indukčná cievka sa nezahrieva. Teplo generuje samotný zahrievaný objekt.

Prečo a ako môže indukčný ohrev plastového granulátora/ vytláčania plastov ušetriť energiu?
V súčasnosti sa vo väčšine strojov na výrobu plastov používa konvenčná metóda odporového ohrevu, pri ktorej sa odporový drôt zahrieva a potom sa teplo prenáša do suda cez kryt ohrievača.Takže do suda sa môže prenášať len teplo v blízkosti povrchu suda a teplo v blízkosti vonkajšieho krytu ohrievača sa stráca do vzduchu, čo spôsobuje zvýšenie teploty prostredia.
Indukčný ohrievač je technológia, kde vysokofrekvenčné magnetické polia, ktoré spôsobujú, že sa zahrieva bu elektromagnetické pole (EMF), ktoré sa navzájom otierajú.Keď sa hlaveň zahrieva a teplo je minimálne, je veľmi vysoká tepelná účinnosť a minimálne tepelné straty do prostredia, kde by úspora energie mohla dosiahnuť30-80%.Vzhľadom na skutočnosť, že indukčná cievka neprodukuje žiadne vysoké teplo a tiež neexistuje žiadny odporový drôt, ktorý sa oxiduje a spôsobuje vyhorenie ohrievača, indukčný ohrievač má dlhšiu životnosť a tiež menej údržby.
 Aké sú výhody indukčného ohrevu plastového granulátora/ vytláčania plastov?
Aké sú výhody indukčného ohrevu plastového granulátora/ vytláčania plastov?

- Energetická účinnosť 30%-85%
V súčasnosti sa v strojoch na spracovanie plastov používajú najmä odporové vykurovacie telesá, ktoré môžu produkovať veľké množstvo tepla vyžarovaného do okolia. Indukčný ohrev je ideálnou alternatívou na riešenie tohto problému. Povrchová teplota indukčnej vykurovacej špirály sa pohybuje v rozmedzí od 50 ºC do 90 ºC, tepelné straty sú výrazne minimalizované, čo zabezpečuje úsporu energie 30%-85%. Efekt úspory energie je preto zjavnejší, keď sa indukčný vykurovací systém používa vo vysokovýkonných vykurovacích zariadeniach.
- Bezpečnosť
Použitie indukčného ohrievacieho systému umožňuje, aby bol povrch stroja bezpečný pre dotyk, a to znamená, že sa dá vyhnúť popáleninám, ku ktorým často dochádza v plastových strojoch, ktoré používajú odporové ohrievacie prvky, a poskytuje bezpečné pracovisko pre obsluhu. - Rýchly ohrev, vysoká účinnosť ohrevu
V porovnaní s odporovým ohrevom, ktorého účinnosť premeny energie je približne 60%, indukčný ohrev má účinnosť premeny elektrickej energie na teplo viac ako 98%. - Nižšia teplota na pracovisku, vyšší komfort prevádzky
Po použití indukčného ohrevu sa teplota v celej výrobnej dielni zníži o viac ako 5 stupňov. - Dlhá životnosť
Na rozdiel od odporových vykurovacích telies, ktoré musia dlhodobo pracovať pri vysokej teplote, indukčný ohrev pracuje pri teplote blízkej teplote okolia, čím účinne predlžuje životnosť. - Presná regulácia teploty, vysoká miera kvalifikácie výrobkov
Indukčný ohrev má nízku alebo žiadnu tepelnú zotrvačnosť, takže nespôsobuje prekročenie teploty. A teplota môže zostať na nastavenej hodnote 0,5 stupňa rozdielu.

V čom spočíva výhoda indukčného ohrevu plastového granulátora/vypichovania plastov v porovnaní s tradičnými ohrievačmi?

| Indukčný ohrievač | Tradičné ohrievače | |
| Spôsob vykurovania | Indukčný ohrev je proces ohrievania elektricky vodivého predmetu (zvyčajne kovu) elektromagnetickou indukciou, pri ktorom sa v kovoch vytvárajú vírivé prúdy a odpor vedie k Joulovmu ohrevu kovu. Samotná indukčná cievka sa nezahrieva. Teplo generuje samotný zahrievaný objekt | Odporové drôty sa zahrievajú priamo a teplo sa prenáša kontaktom. |
| čas zahrievania | Rýchlejšie zahrievanie, vyššia účinnosť | pomalšie zahrievanie, nižšia účinnosť |
| Miera úspory energie | Ušetrite 30-80% energie, znížte pracovnú teplotu | Nemôže šetriť energiu |
| Inštalácia | Jednoduchá inštalácia | Jednoduchá inštalácia |
| Operácia | Jednoduché ovládanie | Jednoduché ovládanie |
| Údržba | Ovládacia skrinka sa dá ľahko vymeniť bez vypnutia stroja | Jednoduchá výmena, ale musíte vypnúť stroj |
| Regulácia teploty | Malá tepelná zotrvačnosť a presná regulácia teploty, pretože ohrievač sa sám nezahrieva. | Veľká tepelná zotrvačnosť, nízka presnosť regulácie teploty |
| Kvalita produktu | Vyššia kvalita výrobkov vďaka presnej kontrole teploty | Nižšia kvalita výrobkov |
| Bezpečnosť | Vonkajší plášť je bezpečný na dotyk, má nižšiu povrchovú teplotu, nedochádza k úniku elektrického prúdu. | Teplota na vonkajšom plášti je oveľa vyššia, ľahko sa popálite. Únik elektrickej energie pri nesprávnej prevádzke. |
| Životnosť ohrievača | 2-4roky | 1-2 roky |
| Životnosť hlavne a skrutky | Dlhšia životnosť suda, skrutky atď. vďaka nižšej frekvencii výmeny ohrievačov. | Kratšia životnosť hlavne, skrutky atď. |
| Životné prostredie | Nižšia teplota prostredia; Žiadny hluk | Oveľa vyššia teplota prostredia a väčší hluk |
Výpočet výkonu indukčného ohrevu
V prípade znalosti vykurovacieho výkonu existujúceho vykurovacieho systému, výber vhodného výkonu podľa miery zaťaženia
- Rýchlosť zaťaženia ≤ 60%, použiteľný výkon je 80% pôvodného výkonu;
- Rýchlosť zaťaženia medzi 60%-80%, vyberte pôvodný výkon;
- Rýchlosť zaťaženia > 80%, použiteľný výkon je 120% pôvodného výkonu;
Ak nie je známy vykurovací výkon existujúceho vykurovacieho systému
- V prípade vstrekovacieho stroja, stroja na vyfukovanie fólie a vytlačovacieho stroja by sa mal výkon vypočítať ako 3 W na cm2 podľa skutočnej plochy valca (suda);
- V prípade stroja na peletovanie na sucho by sa mal výkon vypočítať ako 4 W na cm2 podľa skutočnej plochy valca (suda);
- V prípade stroja na peletovanie za mokra by sa mal výkon vypočítať ako 8 W na cm2 podľa skutočnej plochy valca (suda);
Napríklad: priemer valca 160 mm, dĺžka 1000 mm (t. j. 160 mm = 16 cm, 1000 mm = 100 cm)
Výpočet plochy valca: 16*3,14*100=5024cm²
Výpočet ako 3 W na cm2: 5024*3=15072W, t.j. 15kW