





Pec na ohrev polotovarov s indukciou
Popis
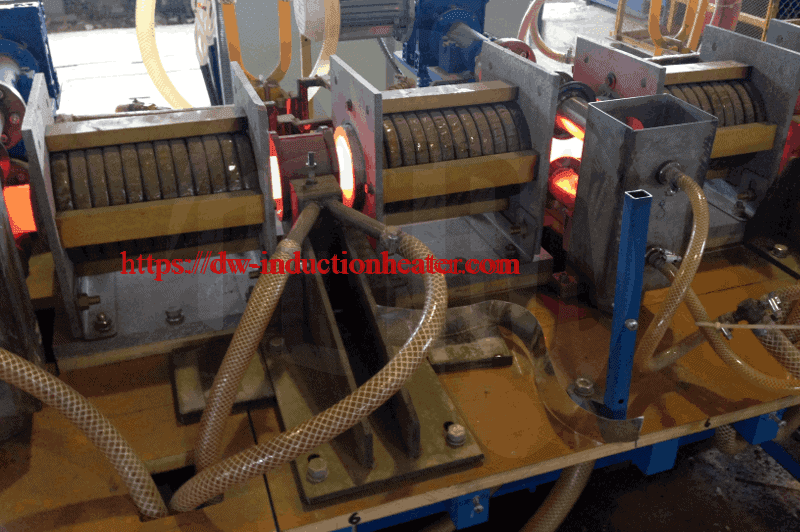
Kontinuálna pec na ohrev polotovarov s indukciou na ohrev medených/hliníkových/železných polotovarov pred tvárnením za tepla
Popis produktu
Na ohrev rôznych tyčových materiálov: ako je oceľ a železo, bronz, mosadz, hliníková zliatina atď.
Obrázok len pre porovnanie, farba sa dá meniť s rôznym výkonom.
Funkcie a špeciálne špecifikácie prispôsobené požiadavkám zákazníka.
Vlastnosti a výhody:
1.Automatic: Automatické podávanie, automatický výber obrobku je dobrý alebo zlý, automatické meranie teploty, automatické vypúšťanie.
2. Integrovaný dizajn: Ušetríte čas, náklady a priestor na inštaláciu.
3. Zabudovaný operačný panel zobrazuje prevádzkové stavy stroja, aby sa uľahčila diagnostika porúch.
| Funkcie | Detail | |
| 1 | Rýchle a stabilné vykurovanie | úspora 20%- 30% elektrickej energie ako tradičným spôsobom; Vysoká účinnosť a nízka spotreba energie |
| 2 | Malá veľkosť | Jednoduchá inštalácia, obsluha a oprava |
| 3 | Bezpečné a spoľahlivé | Žiadne vysoké napätie, veľmi bezpečné pre vašich pracovníkov. |
| 4 | Chladiaci cirkulačný systém | Schopnosť nepretržitej prevádzky 24 hodín |
| 5 | úplná sebaochrana funkcia | mnoho typov poplašných svietidiel: nadprúd, prepätie, prehriatie, nedostatok vody atď. Tieto lampy môžu kontrolovať a chrániť stroj. |
| 6 | Ochrana životného prostredia | Takmer žiadna vrstva oxidu, neprodukoval žiadne výfukové plyny, žiadne odpadové vody |
| 7 | Typ IGBT | Vyhnite sa prerušeniu nesúvisiacej elektrickej siete; Zabezpečte dlhú životnosť stroja. |

Parametre pece na ohrev polotovarov:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Vstupné napätie | 3 fázy, 380V/410V/440V , 50/60Hz | ||||||
| Maximálny vstupný prúd | 320A | 400A | 480A | 640A | 800A | 960A | |
| Oscilačná frekvencia | 0,5KHz^20KHz ( oscilačná frekvencia sa prispôsobí podľa veľkosti vykurovacích častí) | ||||||
| Zaťaženie pracovného cyklu | 100%, nepretržitá práca 24 hodín denne | ||||||
| Chladiaca voda Túžby | 0,1 MPa<Tlak vody<0,3 MPa, tvrdosť vody<50 | ||||||
| Rozmer | Hostiteľ | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900 mm | |||
| Rozšírenie | rozšírenie sa prispôsobí podľa materiálu a veľkosti vykurovacích častí | ||||||
| Hmotnosť | 110 kg | 150 kg | 160 kg | 170 kg | 200 kg | 220 kg | |
| Závisí od rozmeru rozšírenia | |||||||
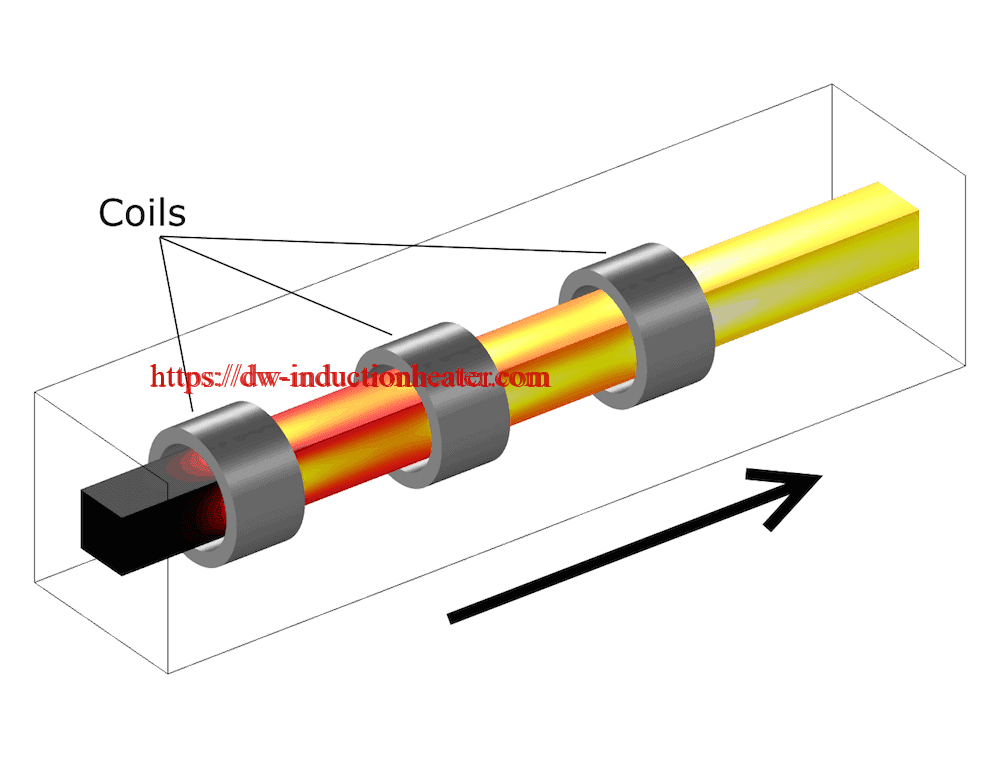
V indukčnej peci na ohrev polotovarov sa ohrievajú celé polotovary alebo kusy. V prípade krátkych polotovarov sa zvyčajne používa násypka alebo miska, ktorá automaticky predkladá polotovary v línii na prítlačné valce, reťazou poháňané traktorové jednotky alebo v niektorých prípadoch pneumatické tlačné zariadenia. Polotovary sa potom posúvajú cez cievku jeden za druhým po vodou chladených koľajniciach alebo sa cez otvor cievky používajú keramické vložky, ktoré znižujú trenie a zabraňujú opotrebovaniu. Dĺžka cievky je funkciou požadovaného času namáčania, času cyklu na komponent a dĺžky polotovaru. Pri veľkoobjemových prácach s veľkým prierezom nie je nezvyčajné mať 4 alebo 5 cievok v sérii, aby sa získalo 5 m (16 stôp) cievky alebo viac.

Tento článok sa zaoberá komplexnými technickými aspektmi indukčných pecí na ohrev rôznych kovov vrátane ocele, medi, mosadze, hliníka, titánu a ďalších. Preskúmame základné princípy, systémové komponenty, technické parametre, prevádzkové aspekty a konkrétne aplikácie v rôznych kovoch.
Prečo indukčný ohrev hliníkových, medených a oceľových tyčí?
Každý materiál tyče - hliník, meď a oceľ - má odlišné tepelné a elektrické vlastnosti, ktoré ovplyvňujú jeho správanie pri ohreve. Tu sa dozviete, ako sa indukčný ohrev prejavuje pri jednotlivých materiáloch:
- Hliníkové tyče: Hliníkové tyče sú známe svojou vysokou tepelnou vodivosťou a nízkou hustotou, preto si vyžadujú menej cyklov ohrevu. Indukčný ohrev zabezpečuje presnú kontrolu teploty bez prehriatia alebo deformácie citlivých hliníkových zliatin.
- Medené tyče: Vďaka výnimočne vysokej tepelnej a elektrickej vodivosti sa meď pri indukcii rýchlo zahrieva. Rovnomerný ohrev zabraňuje tepelnému namáhaniu a optimalizuje účinnosť.
- Oceľové tyče: Oceľ je ideálna na indukčný ohrev vďaka svojej relatívne nižšej vodivosti a magnetickým vlastnostiam. Indukčné pece bezchybne zvládajú ohrev ocele pri procesoch, ako je povrchové kalenie a kovanie.
Základné princípy indukčného ohrevu
Indukčný ohrev funguje na princípoch elektromagnetická indukcia a Joulovým ohrevom.
- Elektromagnetické pole: Vysokofrekvenčný striedavý prúd (AC) preteká cez špeciálne navrhnutú indukčnú cievku (induktor).

- Indukované prúdy: Tento prúd vytvára okolo cievky a v nej silné, rýchlo sa striedajúce magnetické pole. Keď sa do tohto poľa umiestni vodivá kovová tyč, meniaci sa magnetický tok indukuje v tyči cirkulujúce elektrické prúdy, známe ako vírivé prúdy.
- Jouleovo vykurovanie: Vzhľadom na elektrický odpor kovovej tyče tieto vírivé prúdy rozptyľujú energiu vo forme tepla (straty I²R, kde I je prúd a R je odpor).
- Hysterézny ohrev (pre magnetické materiály): Pri feromagnetických materiáloch, ako je oceľ, pod ich Curieho teplotou (približne 770 °C) vzniká dodatočné teplo v dôsledku hysteréznych strát, pretože magnetické domény v materiáli odolávajú rýchlym zmenám smeru magnetického poľa.

Medzi kľúčové parametre ovplyvňujúce indukčný ohrev patria:
- Frekvencia: Určuje hĺbku prieniku vykurovania
- Hustota výkonu: Ovláda rýchlosť ohrevu
- Vlastnosti materiálu: Elektrický odpor a magnetická priepustnosť
- Spojovacia vzdialenosť: Medzera medzi induktorom a obrobkom
- Čas pobytu: Trvanie expozície indukčnému poľu
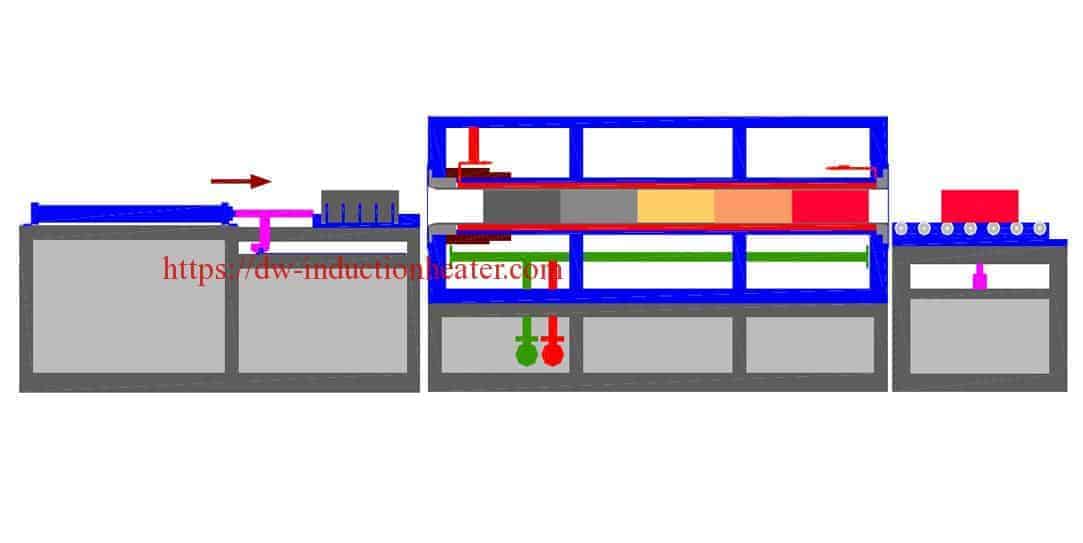
Základné komponenty indukčného vykurovacieho systému
Typická indukčná pec na ohrev tyčí pozostáva z týchto komponentov:
- Napájanie: Prevádza štandardnú sieťovú frekvenciu (50/60 Hz) na stredné alebo vysoké frekvencie (500 Hz až 400 kHz)
- Indukčná cievka: Vytvára elektromagnetické pole na ohrev obrobku
- Systém manipulácie s materiálom: Podáva tyče cez ohrevnú zónu
- Chladiaci systém: Udržuje prevádzkové teploty komponentov
- Riadiaci systém: Monitoruje a reguluje parametre vykurovania
- Zariadenia na meranie teploty: Pyrometre alebo termočlánky pre spätnú väzbu
- Systém ochrannej atmosféry: Pre citlivé materiály, ako je titán


Technické parametre pre rôzne kovové aplikácie
Parametre ohrevu oceľových tyčí
| Parameter | Nízkouhlíková oceľ | Stredne uhlíková oceľ | Vysokouhlíková oceľ | Zliatinová oceľ |
|---|---|---|---|---|
| Optimálna teplota kovania (°C) | 1150-1250 | 1100-1200 | 1050-1150 | 1050-1200 |
| Rýchlosť ohrevu (°C/min) | 300-600 | 250-500 | 200-400 | 200-450 |
| Hustota výkonu (kW/kg) | 1.0-1.8 | 0.9-1.6 | 0.8-1.4 | 0.8-1.5 |
| Frekvenčný rozsah (kHz) | 0.5-10 | 0.5-10 | 1-10 | 1-10 |
| Typická účinnosť (%) | 70-85 | 70-85 | 65-80 | 65-80 |
| Požiadavky na atmosféru | Vzduch/dusík | Vzduch/dusík | Kontrolovaná atmosféra | Kontrolovaná atmosféra |
Parametre ohrevu neželezných kovov
| Parameter | Meď | Mosadz | Hliník | Titán |
|---|---|---|---|---|
| Optimálna teplota kovania (°C) | 750-900 | 650-850 | 400-500 | 900-950 |
| Rýchlosť ohrevu (°C/min) | 150-300 | 180-350 | 250-450 | 100-200 |
| Hustota výkonu (kW/kg) | 0.6-1.2 | 0.5-1.0 | 0.4-0.8 | 0.7-1.2 |
| Frekvenčný rozsah (kHz) | 2-10 | 2-10 | 3-15 | 3-15 |
| Typická účinnosť (%) | 55-70 | 60-75 | 65-80 | 60-75 |
| Požiadavky na atmosféru | Inertné/znižujúce | Inertné/znižujúce | Vzduch/dusík | Argón/vákuum |

Parametre konfigurácie systému podľa priemeru tyče
| Priemer tyče (mm) | Odporúčaná frekvencia (kHz) | Typický rozsah výkonu (kW) | Maximálny výkon (kg/hod) | Rovnomernosť teploty (±°C) |
|---|---|---|---|---|
| 10-25 | 8-15 | 50-200 | 100-500 | 5-10 |
| 25-50 | 4-8 | 150-400 | 300-1000 | 8-15 |
| 50-100 | 1-4 | 300-800 | 800-2500 | 10-20 |
| 100-200 | 0.5-2 | 600-1500 | 1500-5000 | 15-25 |
| >200 | 0.3-1 | 1000-3000 | 3000-10000 | 20-30 |
Analýza tepelnej účinnosti
Indukčný ohrev má v porovnaní s konvenčnými metódami ohrevu významné výhody z hľadiska účinnosti:
| Metóda vykurovania | Tepelná účinnosť (%) | Spotreba energie (kWh/t) | Emisie CO₂ (kg/t) |
|---|---|---|---|
| Indukčné vykurovanie | 70-90 | 350-450 | 175-225 |
| Plynová pec | 20-45 | 800-1100 | 400-550 |
| Olejová pec | 20-40 | 850-1200 | 600-850 |
| Elektrický odpor | 45-70 | 500-650 | 250-325 |
Úvahy a aplikácie špecifické pre daný materiál

Vykurovacie pece na oceľové tyče
Magnetické vlastnosti ocele (až do dosiahnutia Curieho teploty) ju predurčujú na indukčný ohrev, čo vedie k vysokej účinnosti.
Tabuľka : Technické špecifikácie pre indukčné pece na oceľové tyče
| Parameter | Malá kapacita | Stredná kapacita | Veľká kapacita |
|---|---|---|---|
| Menovitý výkon (kW) | 100-300 | 350-800 | 900-3000 |
| Frekvenčný rozsah (kHz) | 1-5 | 0.5-3 | 0.2-1 |
| Max. Priemer tyče (mm) | 25-80 | 80-150 | 150-300 |
| Vykurovací výkon (kg/h) | 200-600 | 600-1500 | 1500-5000 |
| Teplotný rozsah (°C) | 500-1250 | 500-1250 | 500-1250 |
| Spotreba energie (kWh/t) | 280-340 | 250-310 | 230-290 |
Tabuľka : Údaje o výkone pre ohrev oceľových tyčí
| Priemer tyče (mm) | Čas ohrevu na 1200 °C (min) | Spotreba energie (kWh) | Rovnomernosť teploty (±°C) |
|---|---|---|---|
| 30 | 2-3 | 15-22 | ±8 |
| 60 | 4-7 | 40-55 | ±10 |
| 120 | 8-12 | 100-140 | ±15 |
| 250 | 15-22 | 300-380 | ±20 |
Oceľ zostáva najbežnejším materiálom vyhrievaným v indukčné pece. Curieho bod (približne 760 °C) významne ovplyvňuje proces zahrievania, pretože nad touto teplotou sa magnetické vlastnosti menia.
Indukčný ohrev oceľových tyčí poskytuje:
- Dôsledné priebežné zahrievanie pre homogénnu mikroštruktúru
- Minimálna tvorba vodného kameňa (strata materiálu 0,3-0,8% oproti 2-3% v konvenčných peciach)
- Presné riadenie teploty pre kritické zliatiny
Príklad aplikácie: Výroba kľukového hriadeľa pre automobilový priemysel si vyžaduje ohrev tyčí z legovanej ocele s priemerom 60 mm na teplotu 1180 °C s rovnomernosťou ±10 °C. Moderné indukčné systémy to dosahujú s príkonom 450 kW pri frekvencii 3 kHz, spracovaním 1200 kg/h s účinnosťou 78%.
Vykurovacie pece Copper Bar
Vynikajúca elektrická vodivosť medi ju robí náročnou na indukčný ohrev, ktorý si vyžaduje špecializované zariadenie.
Tabuľka : Technické špecifikácie pre indukčné pece na medené tyče
| Parameter | Malá kapacita | Stredná kapacita | Veľká kapacita |
|---|---|---|---|
| Menovitý výkon (kW) | 75-200 | 250-600 | 700-2000 |
| Frekvenčný rozsah (kHz) | 3-10 | 2-6 | 1-4 |
| Max. Priemer tyče (mm) | 15-50 | 50-100 | 100-200 |
| Vykurovací výkon (kg/h) | 150-400 | 400-1000 | 1000-3500 |
| Teplotný rozsah (°C) | 400-1000 | 400-1000 | 400-1000 |
| Spotreba energie (kWh/t) | 290-350 | 260-320 | 240-300 |
Tabuľka : Údaje o výkone pre vykurovanie medenou tyčou
| Priemer tyče (mm) | Čas ohrevu na 800 °C (min) | Spotreba energie (kWh) | Rovnomernosť teploty (±°C) |
|---|---|---|---|
| 20 | 2-4 | 12-18 | ±4 |
| 40 | 4-8 | 30-40 | ±6 |
| 80 | 9-14 | 80-110 | ±9 |
| 150 | 18-25 | 200-260 | ±12 |
Vysoká tepelná vodivosť medi predstavuje výzvu pre rovnomerný ohrev. Na optimalizáciu kožného efektu a zabezpečenie rovnomerného rozloženia tepla sa zvyčajne používajú vyššie frekvencie (3-10 kHz).
Technické parametre pre vytláčanie medených tyčí:
- Optimálna teplota ohrevu: 750-850 °C
- Hustota výkonu: 0,8-1,0 kW/kg
- Čas ohrevu pre 50 mm tyč: 2-3 minúty
- Výber frekvencie: 4-8 kHz
- Atmosféra: Dusík alebo redukčná atmosféra na zabránenie oxidácie
Vykurovacie pece na hliníkové tyče
Vysoká tepelná vodivosť hliníka a jeho nízky elektrický odpor predstavujú pre indukčný ohrev jedinečné výzvy.
Tabuľka : Technické špecifikácie pre indukčné pece na hliníkové tyče
| Parameter | Malá kapacita | Stredná kapacita | Veľká kapacita |
|---|---|---|---|
| Menovitý výkon (kW) | 50-150 | 200-500 | 600-1500 |
| Frekvenčný rozsah (kHz) | 2-8 | 1-4 | 0.5-3 |
| Max. Priemer tyče (mm) | 20-60 | 60-120 | 120-250 |
| Vykurovací výkon (kg/h) | 100-300 | 300-800 | 800-3000 |
| Teplotný rozsah (°C) | 300-650 | 300-650 | 300-650 |
| Spotreba energie (kWh/t) | 320-380 | 280-340 | 260-310 |
Tabuľka : Údaje o výkone pre ohrev hliníkových tyčí
| Priemer tyče (mm) | Čas ohrevu na 550 °C (min) | Spotreba energie (kWh) | Rovnomernosť teploty (±°C) |
|---|---|---|---|
| 25 | 3-5 | 15-20 | ±5 |
| 50 | 6-10 | 35-45 | ±7 |
| 100 | 12-18 | 90-120 | ±10 |
| 200 | 25-35 | 250-320 | ±15 |
Vysoká elektrická vodivosť hliníka a jeho nízky bod topenia si vyžadujú starostlivú kontrolu:
Kritické parametre pre ohrev hliníkových súčiastok:
- Presná regulácia teploty (±5 °C), aby sa zabránilo čiastočnému roztaveniu
- Vyššie frekvencie (5-15 kHz) na prekonanie vysokej vodivosti
- Typická hustota výkonu: 0,4-0,7 kW/kg
- Riadenie rýchlosti nábehu teploty: 250-400 °C/min
- Automatické systémy vysúvania na zabránenie prehriatiu

Spracovanie titánu
Reaktivita titánu s kyslíkom si vyžaduje ochrannú atmosféru:
Špeciálne požiadavky na titánové vykurovanie:
- Ochrana proti argónovému plynu alebo vákuovému prostrediu
- Rovnomernosť teploty v rozmedzí ±8 °C
- Typické prevádzkové teploty: 900-950°C
- Stredná hustota výkonu: 0,7-1,0 kW/kg
- Vylepšené monitorovacie systémy na prevenciu horúcich miest
Pokročilé funkcie návrhu a riadenia systému
Technológia napájania
Moderné indukčné tyčové vykurovacie systémy využívajú polovodičové napájacie zdroje s nasledujúcimi špecifikáciami:
| Typ napájania | Frekvenčný rozsah | Výkonový faktor | Účinnosť | Presnosť kontroly |
|---|---|---|---|---|
| Menič IGBT | 0,5-10 kHz | >0.95 | 92-97% | ±1% |
| Menič MOSFET | 5-400 kHz | >0.93 | 90-95% | ±1% |
| SCR konvertor | 0,05-3 kHz | >0.90 | 85-92% | ±2% |

Systémy riadenia teploty
| Metóda kontroly | Presnosť | Čas odozvy | Aplikácia |
|---|---|---|---|
| Optická pyrometria | ±5°C | 10-50 ms | Povrchová teplota |
| Viacbodové termočlánky | ±3°C | 100-500 ms | Monitorovanie profilu |
| Termovízne zobrazovanie | ±7°C | 30-100 ms | Analýza celého povrchu |
| Matematické modelovanie | ±10°C | V reálnom čase | Odhad teploty jadra |
Analýza spotreby energie
Nasledujúce údaje predstavujú typické modely spotreby energie pre aplikácie barového vykurovania:
| Typ kovu | Priemer tyče (mm) | Potrebná energia (kWh/t) | Redukcia CO₂ v porovnaní s plynom (%) |
|---|---|---|---|
| Uhlíková oceľ | 50 | 380-420 | 55-65 |
| Nerezová oceľ | 50 | 400-450 | 50-60 |
| Meď | 50 | 200-250 | 60-70 |
| Hliník | 50 | 160-200 | 65-75 |
| Titán | 50 | 450-500 | 45-55 |
Prípadová štúdia: Optimalizovaný indukčný systém na spracovanie viacerých kovov
Moderný systém indukčného ohrevu tyčí určený na flexibilnú výrobu demonštruje všestrannosť súčasnej technológie:
Špecifikácie systému:
- Výkon: 800 kW
- Frekvenčný rozsah: 0,5-10 kHz (automaticky nastavené)
- Rozsah priemerov tyčí: 30-120 mm
- Maximálny výkon: 3 000 kg/hod (oceľ)
- Teplotný rozsah: 400-1300°C
- Kontrola atmosféry: Nastaviteľná od oxidačnej po inertnú
- Systém rekuperácie energie: rekuperácia energie 15-20%

Údaje o výkone podľa materiálu:
| Materiál | Veľkosť tyče (mm) | Priepustnosť (kg/hod) | Spotreba energie (kWh/t) | Rovnomernosť teploty (±°C) |
|---|---|---|---|---|
| Uhlíková oceľ | 80 | 2,800 | 390 | 12 |
| Zliatinová oceľ | 80 | 2,600 | 410 | 14 |
| Nerezová oceľ | 80 | 2,400 | 430 | 15 |
| Meď | 80 | 3,200 | 220 | 8 |
| Mosadz | 80 | 3,000 | 210 | 10 |
| Hliník | 80 | 2,200 | 180 | 7 |
| Titán | 80 | 1,800 | 470 | 9 |

Budúce trendy a inovácie
Stránka indukčný tyčový ohrev priemysel sa naďalej vyvíja v súvislosti s niekoľkými kľúčovými technologickými trendmi:
- Technológia digitálneho dvojčaťa: Simulačné modely v reálnom čase predpovedajúce rozloženie teploty v celej tyči
- Adaptívne riadenie s umelou inteligenciou: Samooptimalizačné systémy, ktoré upravujú parametre na základe zmien materiálu
- Hybridné vykurovacie systémy: Kombinovaný indukčný a kondukčný ohrev na optimalizáciu spotreby energie
- Vylepšená výkonová elektronika: Širokopásmové polovodiče (SiC, GaN) umožňujúce vyššiu účinnosť
- Pokročilá tepelná izolácia: Nanokeramické materiály znižujúce tepelné straty o 15-25%
Záver
Indukčné systémy ohrevu kovových tyčí poslal sofistikovanú a všestrannú technológiu na spracovanie kovov. Vďaka schopnosti presne riadiť parametre ohrevu, dosahovať vynikajúcu rovnomernosť teploty a výrazne znižovať spotrebu energie sú tieto systémy ideálne pre vysokohodnotné operácie spracovania kovov.
Výber vhodných technických parametrov - frekvencia, hustota výkonu, čas ohrevu a kontrola atmosféry - musí byť starostlivo prispôsobený konkrétnemu materiálu a požiadavkám aplikácie. Moderné systémy ponúkajú bezprecedentnú úroveň kontroly, účinnosti a flexibility, čo výrobcom umožňuje spracovať širokú škálu materiálov s optimálnymi výsledkami.
Indukčné ohrievacie pece sú nepostrádateľné pri ohreve hliníkových, medených a oceľových tyčí, pretože ponúkajú bezkonkurenčnú účinnosť, rovnomernosť a udržateľnosť. Táto technológia zabezpečuje optimálne výsledky v rôznych priemyselných odvetviach, či už ide o zefektívnenie kovacích operácií alebo dosiahnutie presnej kontroly teploty pri tepelnom spracovaní. Indukčné pece so svojimi prispôsobiteľnými parametrami a pokročilými možnosťami formujú budúcnosť procesov ohrevu kovov.



