
Spájkovanie medených rúrok pomocou indukcie
Popis
Cieľ
Ukážka indukčné spájkovanie medených rúrok a čas spájkovania pomocou systému DW-UHF-10 kW a dostupnej delenej laboratórnej cievky

Zariadenie
DW-UHF-10KW indukčný spájkovací stroj
Materiály
- Medené rúrky - sacie rúrky
- Spájkovacia pasta
Kľúčové parametre
Výkon: 10 kW
Teplota: Približne 1500° F (815° C)
Čas: 5 - 5,2 s

Proces:
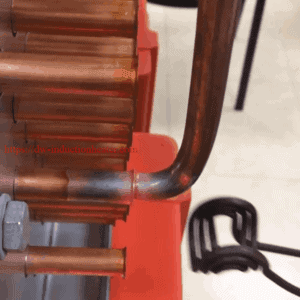
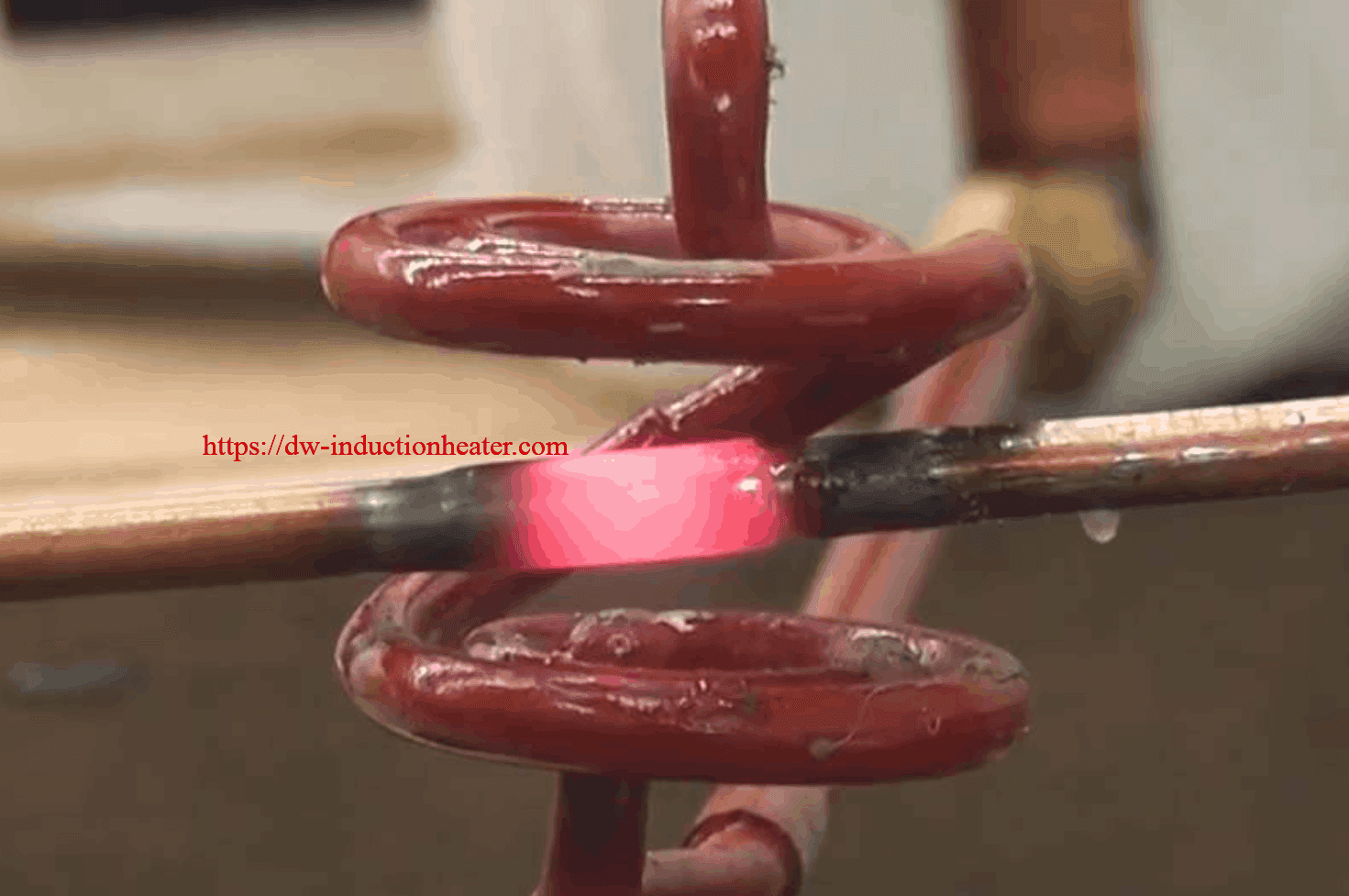
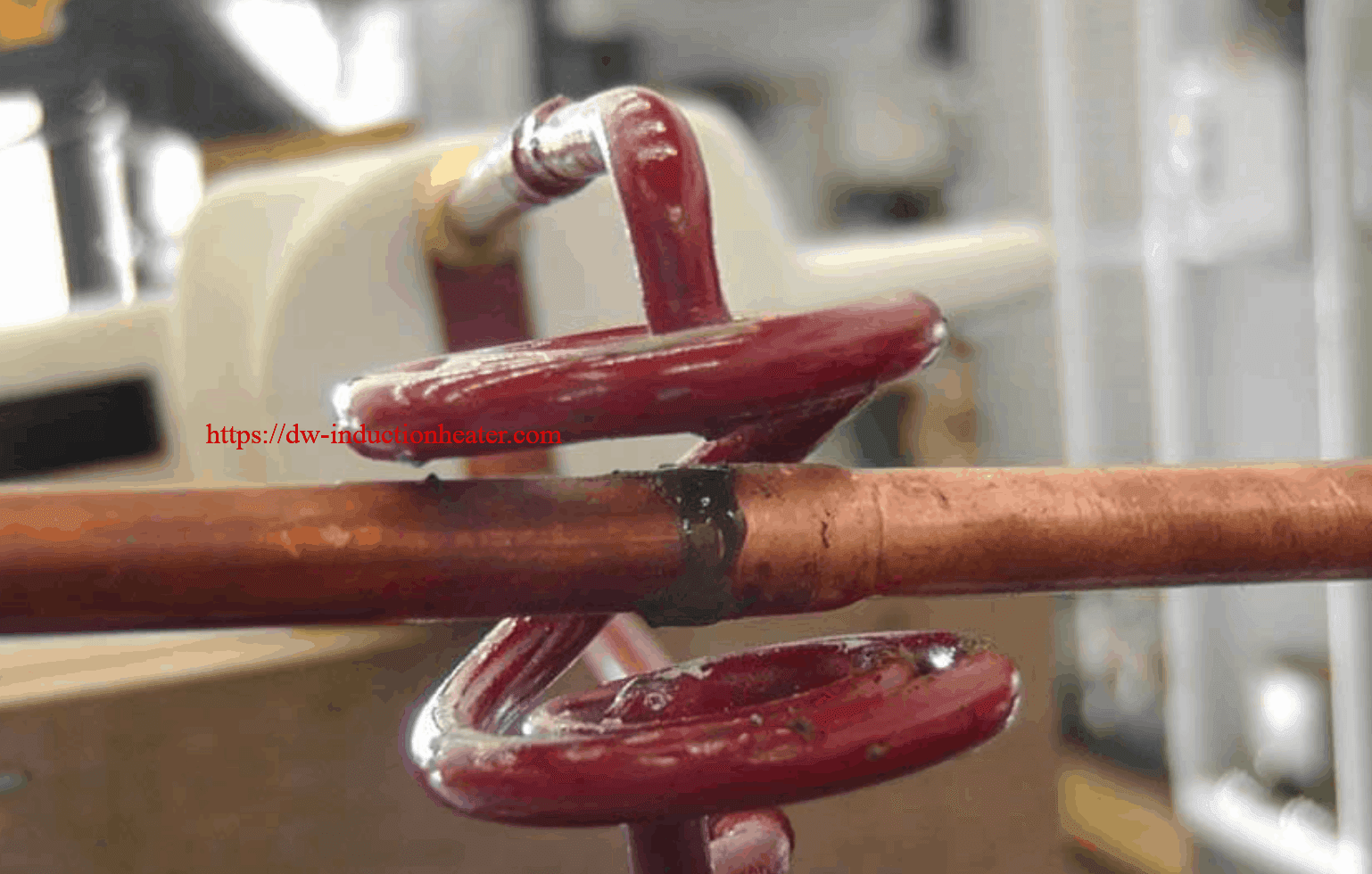
Keďže na test bola k dispozícii len jedna zostava, nastavili sme skúšobné zaťaženie pomocou silnostennej 5/16" medenej rúrky, ktorá bola nastavená tak, že jedna rúrka prijala druhú na vytvorenom otvorenom konci príruby. Čas zahrievania sa odhadol na základe použitia temperačnej farby na indikáciu teploty. Skúšobná zostava (po ktorej nasledovali dodané komponenty) bola zostavená s náterom spájkovacej pasty zo zliatiny 505 a umiestnená do laboratórnej skúšobnej cievky podľa priložených fotografií) Zistilo sa, že tepelný cyklus 5 - 5,2 sekundy umožní prúdenie zliatiny a vytvorenie spoja.

Výsledky/prínosy:
- Ako sa ukázalo, model DW-UHF indukčný spájkovací systém je schopný ohrievať najväčšie aj najmenšie úseky rúr na dokončenie spájkovaného spoja. Čas ohrevu pomocou dostupnej skúšobnej cievky je v rámci očakávaného času ohrevu pri výrobe požadovaného spoločnosťou Electrolux.
- Spoločnosť HLQ si vyžiada na posúdenie kompletnú zostavu, aby mohla vypracovať konečný návrh cievky, do ktorej sa zmestí všetkých 12 spojov uvedených na vašej fotografii rozloženia. Je potrebné poznať a vidieť vôle medzi spájkovanými rúrkovými spojmi a oceľovou časťou kompresora, aby sa zabezpečilo, že oceľové puzdro nebude ovplyvnené výsledným RF poľom vytvoreným na zaťažovacej cievke. Tento konečný návrh si môže vyžadovať pridanie feritových materiálov do cievky, ktoré budú slúžiť na sústredenie VF poľa do medených prívodov a nie do oceľového puzdra.
- Počiatočné testy boli vykonané na DW-UHF-10kW s využitím dostupnej laboratórnej cievky. Výrobná cievka bude umiestnená v nevodivom puzdre, ktoré umožní operátorovi použiť ju na umiestnenie cievky proti medeným vodičom na presné a pozitívne umiestnenie ohrevu pre proces spájkovania. Konštrukcia výrobnej cievky bude obsahovať kratšie vodiče ako skúšobná cievka a bude nakonfigurovaná tak, aby sa zlepšili tepelné cykly (kratší čas ohrevu).