구리를 스테인리스 스틸에 납땜
설명


테스트 1
자료
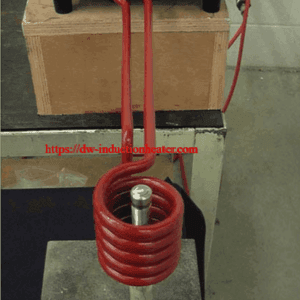
극저온 펌프 및 하우징 - 구리 캡(2"(25.4mm) OD, 길이 3"(76.2mm), 벽 두께 0.15"(3.81mm), 깊이 1.4"(3.81mm) 스테인리스 스틸 샤프트에 장착), 스테인리스 스틸 샤프트(1.7"(43.18mm) OD, 길이 6"(152.4mm), 끝 부분이 큰 덩어리에 부착, 두께는 0.1"(2.54mm)).
Power: 25kW
온도: 1145°F +(618°C)
시간: 40초 미만

테스트 2
자료
극저온 펌프 및 하우징 - 구리 슬리브(3.6"(91.44mm) OD, 2.7"(68.5mm) 높이의 0.1"(2.54mm) 두께 벽, 바닥에 0.6"(15.2mm) 높이의 3.8"(96.52mm) OD 립이 있고 두께는 약 0.85"(21.5mm), 립이 있는 부분은 전체 높이가 3.14"(79.7mm), SS 샤프트는 2.66"(67.5mm) 깊이), SS 샤프트(OD 3.4"(86.3mm), ID 3.2"(81.2mm), 높이 7.5"(190.5mm) 이상, 한쪽 끝에는 작은 캡과 샤프트가 부착되고 다른 쪽에는 큰 8"(203.2mm) 베이스가 있음)
Power: 16.06kW
온도: 1145°F + (618°C)
시간: 1분 30초~3분

테스트 3
자료
극저온 펌프 및 하우징 - 구리 슬리브(3.5"(88.9mm) OD, 0.1"(2.54mm) 두께의 벽, 높이 2.1"(53.3mm), 바닥에 5.3"(134.6mm) OD 립, 두께 약 1"(25.4mm), 립이 있는 부분은 2개입니다(높이 0.74"(18.7mm), 두께는 약 25.4mm).전체 높이 8"(71.1mm), 스테인리스 스틸 샤프트는 2.66"(67.5mm) 깊이), 스테인리스 스틸 샤프트(3.35"(85.0mm) OD, 3.2"(81.2mm) ID, 높이 7.5"(190.5mm) 이상, 한쪽 끝에는 작은 캡과 샤프트가 부착되고 다른 쪽에는 큰 5.5"(139.7mm) 베이스가 있음)
Power: 9.09kW
온도: 1145°F + (618°C)
시간: 약 20~30초

테스트 4
자료
극저온 펌프 및 하우징 - 구리 캡(2.7"(68.5mm) OD, 2.85"(72.3mm) 높이, 0.6"(15.2mm) 벽, 1.4"(35.5mm) 깊이 스테인리스 스틸 샤프트에 장착), 스테인리스 스틸 샤프트(1.54"(39.1mm) OD, 0.9"(22.8mm) 두께 벽, 6.5″(165.1mm) 높이, 끝부분이 더 큰 덩어리에 부착됨), 구리 반대편에 추가 스테인리스 스틸 캡, 2.44"(61.9mm) OD, 0.8"(20.3mm) 높이 이상, 1.4"(35.5mm) 높이, 0.66"(16.7mm) ID의 상단에 있는 0.88"(22.35mm) 스템.
Power: 14kW
온도: 1145°F + (618°C)
시간: 1분 50초

결과 및 결론:
테스트 1: 테스트는 훨씬 낮은 전력으로 시작하여 15초 후 25kW까지 증가했습니다. 유도 납땜에 성공했습니다.
구리 캡의 절반만 감싸는 더 단단한 코일을 사용하는 것이 좋습니다. 이렇게 하면 합금이 있는 위치에만 열이 집중되어 가열 시간을 줄일 수 있습니다.
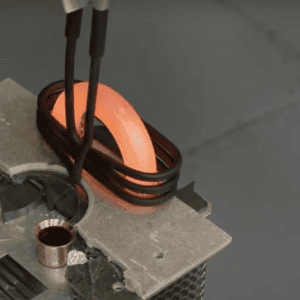
테스트 2: 부품의 립으로 인해 발생한 간격 문제로 인해 대형 코일로 테스트했습니다. 전체 사이클의 대략적인 시간은 20~30초입니다. 주파수가 낮을수록 전계가 구리를 지나 강철 자체에 더 깊숙이 침투하여 가열 시간이 빨라지므로 적용에 유리한 것으로 보입니다.
테스트 3: 테스트는 DW-HF-15KW에 필요한 시간 주기를 시뮬레이션하기 위해 14kW로 수행되었습니다. 유도 가열 시스템. 이 부분은 구리의 질량으로 인해 가장 긴 가열 시간이 필요합니다. 더 큰 전원 공급 장치를 사용하면 가열 시간을 줄일 수 있습니다.
모든 테스트의 가열 시간은 다음을 최적화하여 개선할 수 있습니다. 유도 가열 코일 를 설정하고 주파수를 낮춰서 특정 부품을 가열할 수 있습니다. 더 큰 인덕션 시스템을 사용하는 경우 부품이 손상되지 않도록 온도 컨트롤러와 고온계를 사용하는 것이 좋습니다. 15kW 인덕션 가열 시스템을 사용하는 경우에도 온도 컨트롤러와 고온계가 권장되지만 부품 손상 위험이 줄어듭니다.