




알루미늄 구리 및 강철 바를 위한 유도 가열로
설명
알루미늄, 구리 및 강철 바 단조, 압연 및 압출 응용 분야를 위한 유도 바 가열로
인덕션 바 가열로 는 알루미늄, 구리, 철근을 가열하는 데 필수적인 제품으로 탁월한 효율성, 균일성, 지속 가능성을 제공합니다. 단조 작업을 간소화하거나 열처리를 위한 정밀한 온도 제어를 목표로 하든, 이 기술은 다양한 산업 분야에서 최적의 결과를 보장합니다. 맞춤형 파라미터와 고급 기능을 갖춘 인덕션 바 가열로는 금속 가열 공정의 미래를 만들어가고 있습니다.

이 문서에서는 강철, 구리, 황동, 알루미늄, 티타늄 등 다양한 금속을 위한 유도 막대 가열로의 포괄적인 기술적 측면을 살펴봅니다. 기본 원리, 시스템 구성 요소, 기술 파라미터, 운영 고려 사항 및 다양한 금속에 대한 특정 응용 분야를 살펴봅니다.
알루미늄, 구리, 철근에 인덕션 가열을 해야 하는 이유는?
알루미늄, 구리, 강철 등 각 막대 소재는 열적, 전기적 특성이 달라 가열 동작에 영향을 미칩니다. 각 재료별 유도 가열의 특징은 다음과 같습니다:
- 알루미늄 바: 높은 열전도율과 낮은 밀도로 잘 알려진 알루미늄 바는 가열 주기가 짧아야 합니다. 인덕션 가열은 민감한 알루미늄 합금의 과열이나 뒤틀림 없이 정밀한 온도 제어를 보장합니다.
- 구리 바: 열전도율과 전기 전도율이 매우 높은 구리는 유도 가열 시 빠르게 가열됩니다. 균일한 가열로 열 스트레스를 방지하고 효율성을 최적화합니다.
- 스틸 바: 강철은 상대적으로 낮은 전도도와 자기 특성으로 인해 유도 가열에 이상적입니다. 인덕션 퍼니스는 표면 경화 및 단조와 같은 공정에서 강철 가열을 완벽하게 처리합니다.
인덕션 히팅의 기본 원리
인덕션 가열은 다음과 같은 원리로 작동합니다. 전자기 유도 및 줄 가열.
- 전자기장: 고주파 교류(AC)가 특별히 설계된 유도 코일(인덕터)을 통해 흐릅니다.

- 유도 전류: 이 전류는 코일 주변과 내부에 강하고 빠르게 교대하는 자기장을 생성합니다. 전도성 금속 막대를 이 자기장 내부에 배치하면 변화하는 자속이 막대 내부에 와전류라고 하는 순환 전류를 유도합니다.
- 줄 난방: 금속 막대의 전기 저항으로 인해 이러한 와전류는 열의 형태로 에너지를 발산합니다(I²R 손실, 여기서 I는 전류, R은 저항).
- 히스테리시스 가열(자성 머티리얼용): 퀴리 온도(약 770°C) 이하의 강철과 같은 강자성 물질의 경우, 물질 내의 자기 영역이 자기장의 급격한 반전에 저항하기 때문에 히스테리시스 손실로 인해 추가 열이 발생합니다.

유도 가열에 영향을 미치는 주요 매개 변수는 다음과 같습니다:
- 빈도: 가열의 침투 깊이를 결정합니다.
- 전력 밀도: 가열 속도 제어
- 머티리얼 속성: 전기 저항 및 자기 투과성
- 커플 링 거리: 인덕터와 공작물 사이의 간격
- 체류 시간: 유도장에 노출되는 시간
인덕션 바 가열 시스템의 핵심 구성 요소
일반적인 인덕션 바 가열로는 다음과 같은 구성 요소로 이루어져 있습니다:
- 전원 공급 장치: 표준 회선 주파수(50/60Hz)를 중간 또는 고주파(500Hz ~ 400kHz)로 변환합니다.
- 인덕션 코일: 전자기장을 생성하여 공작물을 가열합니다.
- 자재 관리 시스템: 가열 구역을 통해 막대 공급
- 냉각 시스템: 부품의 작동 온도 유지
- 제어 시스템: 난방 매개변수 모니터링 및 조절
- 온도 측정 장치: 피드백 제어를 위한 고온계 또는 열전대
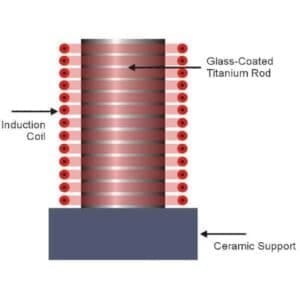
- 보호 대기 시스템: 티타늄과 같은 민감한 소재의 경우


다양한 금속 애플리케이션을 위한 기술 파라미터
철근 가열 매개변수
| 매개변수 | 저탄소 강철 | 중간 탄소강 | 고탄소강 | 합금강 |
|---|---|---|---|---|
| 최적의 단조 온도(°C) | 1150-1250 | 1100-1200 | 1050-1150 | 1050-1200 |
| 가열 속도(°C/min) | 300-600 | 250-500 | 200-400 | 200-450 |
| 전력 밀도(kW/kg) | 1.0-1.8 | 0.9-1.6 | 0.8-1.4 | 0.8-1.5 |
| 주파수 범위(kHz) | 0.5-10 | 0.5-10 | 1-10 | 1-10 |
| 일반 효율(%) | 70-85 | 70-85 | 65-80 | 65-80 |
| 대기 환경 요구 사항 | 공기/질소 | 공기/질소 | 통제된 분위기 | 통제된 분위기 |
비철금속 바 가열 매개변수
| 매개변수 | 구리 | 황동 | 알루미늄 | 티타늄 |
|---|---|---|---|---|
| 최적의 단조 온도(°C) | 750-900 | 650-850 | 400-500 | 900-950 |
| 가열 속도(°C/min) | 150-300 | 180-350 | 250-450 | 100-200 |
| 전력 밀도(kW/kg) | 0.6-1.2 | 0.5-1.0 | 0.4-0.8 | 0.7-1.2 |
| 주파수 범위(kHz) | 2-10 | 2-10 | 3-15 | 3-15 |
| 일반 효율(%) | 55-70 | 60-75 | 65-80 | 60-75 |
| 대기 환경 요구 사항 | 비활성/감소 | 비활성/감소 | 공기/질소 | 아르곤/진공 |

봉재 직경별 시스템 구성 파라미터
| 바 직경(mm) | 권장 주파수(kHz) | 일반적인 전력 범위(kW) | 최대 처리량(kg/시간) | 온도 균일성(±°C) |
|---|---|---|---|---|
| 10-25 | 8-15 | 50-200 | 100-500 | 5-10 |
| 25-50 | 4-8 | 150-400 | 300-1000 | 8-15 |
| 50-100 | 1-4 | 300-800 | 800-2500 | 10-20 |
| 100-200 | 0.5-2 | 600-1500 | 1500-5000 | 15-25 |
| >200 | 0.3-1 | 1000-3000 | 3000-10000 | 20-30 |
열 효율 분석
인덕션 가열은 기존 가열 방식에 비해 상당한 효율성 이점을 제공합니다:
| 가열 방법 | 열 효율(%) | 에너지 소비량(kWh/톤) | CO₂ 배출량(kg/톤) |
|---|---|---|---|
| 인덕션 히팅 | 70-90 | 350-450 | 175-225 |
| 가스 연소로 | 20-45 | 800-1100 | 400-550 |
| 석유 용광로 | 20-40 | 850-1200 | 600-850 |
| 전기 저항 | 45-70 | 500-650 | 250-325 |
소재별 고려 사항 및 적용 사례
철근 가열로
강철의 자기적 특성(퀴리 온도에 도달할 때까지)은 유도가열에 이상적이어서 효율이 높습니다.
표 : 철근 유도로의 기술 사양
| 매개변수 | 소용량 | 중간 용량 | 대용량 |
|---|---|---|---|
| 전력 등급(kW) | 100-300 | 350-800 | 900-3000 |
| 주파수 범위(kHz) | 1-5 | 0.5-3 | 0.2-1 |
| 최대. 막대 지름(mm) | 25-80 | 80-150 | 150-300 |
| 난방 용량(kg/h) | 200-600 | 600-1500 | 1500-5000 |
| 온도 범위(°C) | 500-1250 | 500-1250 | 500-1250 |
| 에너지 소비량(kWh/t) | 280-340 | 250-310 | 230-290 |
표 : 철근 가열 성능 데이터
| 바 직경(mm) | 1200°C까지 가열 시간(분) | 전력 소비량(kWh) | 온도 균일성(±°C) |
|---|---|---|---|
| 30 | 2-3 | 15-22 | ±8 |
| 60 | 4-7 | 40-55 | ±10 |
| 120 | 8-12 | 100-140 | ±15 |
| 250 | 15-22 | 300-380 | ±20 |
강철은 여전히 가장 일반적으로 가열되는 재료입니다. 인덕션 퍼니스. 퀴리점(약 760°C)은 이 온도 이상에서 자기 특성이 변하기 때문에 가열 공정에 큰 영향을 미칩니다.
철근의 경우 유도 가열이 제공합니다:
- 균일한 미세 구조를 위한 일관된 관통 가열
- 스케일 형성 최소화(기존 용광로의 2~3% 대비 0.3~0.8%의 재료 손실)
- 중요 합금을 위한 정밀한 온도 제어
적용 사례: 자동차 크랭크 샤프트 생산에는 직경 60mm 합금강 바를 ±10°C 균일도로 1180°C까지 가열해야 합니다. 최신 인덕션 시스템은 3kHz 주파수에서 450kW 전력 입력으로 이를 달성하며, 78% 효율로 시간당 1,200kg을 처리합니다.
구리 바 가열로
구리는 전기 전도성이 뛰어나 유도가열에 적합하지 않아 특수 장비가 필요합니다.
표 : 구리바 유도로의 기술 사양
| 매개변수 | 소용량 | 중간 용량 | 대용량 |
|---|---|---|---|
| 전력 등급(kW) | 75-200 | 250-600 | 700-2000 |
| 주파수 범위(kHz) | 3-10 | 2-6 | 1-4 |
| 최대. 막대 지름(mm) | 15-50 | 50-100 | 100-200 |
| 난방 용량(kg/h) | 150-400 | 400-1000 | 1000-3500 |
| 온도 범위(°C) | 400-1000 | 400-1000 | 400-1000 |
| 에너지 소비량(kWh/t) | 290-350 | 260-320 | 240-300 |
표 : 구리 바 가열 성능 데이터
| 바 직경(mm) | 800°C까지 가열하는 데 걸리는 시간(분) | 전력 소비량(kWh) | 온도 균일성(±°C) |
|---|---|---|---|
| 20 | 2-4 | 12-18 | ±4 |
| 40 | 4-8 | 30-40 | ±6 |
| 80 | 9-14 | 80-110 | ±9 |
| 150 | 18-25 | 200-260 | ±12 |
구리의 높은 열전도율은 균일한 가열에 어려움을 줍니다. 일반적으로 피부 효과를 최적화하고 고른 열 분포를 보장하기 위해 더 높은 주파수(3~10kHz)가 사용됩니다.
구리 바 압출을 위한 기술 파라미터:
- 최적의 가열 온도: 750-850°C
- 전력 밀도: 0.8-1.0kW/kg
- 50mm 바의 가열 시간: 2~3분
- 주파수 선택: 4-8kHz
- 분위기: 분위기: 산화를 방지하기 위한 질소 또는 환원 분위기
알루미늄 바 가열로
알루미늄의 높은 열전도율과 낮은 전기 저항은 유도가열에 고유한 문제를 야기합니다.
표 : 알루미늄 바 유도로의 기술 사양
| 매개변수 | 소용량 | 중간 용량 | 대용량 |
|---|---|---|---|
| 전력 등급(kW) | 50-150 | 200-500 | 600-1500 |
| 주파수 범위(kHz) | 2-8 | 1-4 | 0.5-3 |
| 최대. 막대 지름(mm) | 20-60 | 60-120 | 120-250 |
| 난방 용량(kg/h) | 100-300 | 300-800 | 800-3000 |
| 온도 범위(°C) | 300-650 | 300-650 | 300-650 |
| 에너지 소비량(kWh/t) | 320-380 | 280-340 | 260-310 |
표 : 알루미늄 바 가열 성능 데이터
| 바 직경(mm) | 550°C까지 가열하는 데 걸리는 시간(분) | 전력 소비량(kWh) | 온도 균일성(±°C) |
|---|---|---|---|
| 25 | 3-5 | 15-20 | ±5 |
| 50 | 6-10 | 35-45 | ±7 |
| 100 | 12-18 | 90-120 | ±10 |
| 200 | 25-35 | 250-320 | ±15 |
알루미늄은 전기 전도성이 높고 녹는점이 낮아 세심한 관리가 필요합니다:
알루미늄 빌릿 가열을 위한 중요 파라미터:
- 부분 녹는 것을 방지하는 정밀한 온도 제어(±5°C)
- 높은 전도성을 극복하기 위한 더 높은 주파수(5-15kHz)
- 일반적인 전력 밀도: 0.4-0.7kW/kg
- 온도 상승 속도 제어: 250-400°C/min
- 과열을 방지하는 자동 배출 시스템

티타늄 가공
티타늄은 산소와 반응하기 때문에 보호 분위기가 필요합니다:
티타늄 가열에 대한 특수 요구 사항:
- 아르곤 가스 보호 또는 진공 환경
- 8°C 이내의 온도 균일성
- 일반적인 작동 온도: 900-950°C
- 중간 수준의 전력 밀도: 0.7-1.0kW/kg
- 핫스팟 방지를 위한 향상된 모니터링 시스템
고급 시스템 설계 및 제어 기능
전원 공급 장치 기술
최신 인덕션 바 가열 시스템은 다음 사양의 솔리드 스테이트 전원 공급 장치를 사용합니다:
| 전원 공급 장치 유형 | 주파수 범위 | 역률 | 효율성 | 제어 정확도 |
|---|---|---|---|---|
| IGBT 인버터 | 0.5-10kHz | >0.95 | 92-97% | ±1% |
| MOSFET 인버터 | 5-400kHz | >0.93 | 90-95% | ±1% |
| SCR 변환기 | 0.05~3kHz | >0.90 | 85-92% | ±2% |
온도 제어 시스템
| 제어 방법 | 정확성 | 응답 시간 | 애플리케이션 |
|---|---|---|---|
| 광학 열화상 측정 | ±5°C | 10-50ms | 표면 온도 |
| 멀티포인트 열전대 | ±3°C | 100-500ms | 프로필 모니터링 |
| 열화상 | ±7°C | 30-100ms | 전체 표면 분석 |
| 수학적 모델링 | ±10°C | 실시간 | 코어 온도 추정 |
에너지 소비 분석
다음 데이터는 바 난방 애플리케이션의 일반적인 에너지 소비 패턴을 나타냅니다:
| 금속 유형 | 바 직경(mm) | 필요한 에너지(kWh/톤) | 가스 대비 CO₂ 감축량(%) |
|---|---|---|---|
| 탄소강 | 50 | 380-420 | 55-65 |
| 스테인리스 스틸 | 50 | 400-450 | 50-60 |
| 구리 | 50 | 200-250 | 60-70 |
| 알루미늄 | 50 | 160-200 | 65-75 |
| 티타늄 | 50 | 450-500 | 45-55 |
사례 연구: 다중 금속 가공에 최적화된 인덕션 시스템
유연한 생산을 위해 설계된 최신 인덕션 바 가열 시스템은 최신 기술의 다재다능함을 보여줍니다:
시스템 사양:
- 전력 용량: 800kW
- 주파수 범위: 0.5-10kHz(자동 조정)
- 바 직경 범위: 30-120 mm
- 최대 처리량: 3,000kg/h(강철)
- 온도 범위: 400-1300°C
- 분위기 제어: 산화에서 불활성까지 조절 가능
- 에너지 회수 시스템: 15-20% 전력 회수
소재별 성능 데이터:
| 재료 | 막대 크기(mm) | 처리량(kg/시간) | 에너지 소비량(kWh/톤) | 온도 균일성(±°C) |
|---|---|---|---|---|
| 탄소강 | 80 | 2,800 | 390 | 12 |
| 합금강 | 80 | 2,600 | 410 | 14 |
| 스테인리스 스틸 | 80 | 2,400 | 430 | 15 |
| 구리 | 80 | 3,200 | 220 | 8 |
| 황동 | 80 | 3,000 | 210 | 10 |
| 알루미늄 | 80 | 2,200 | 180 | 7 |
| 티타늄 | 80 | 1,800 | 470 | 9 |

미래 트렌드와 혁신
인덕션 바 가열 산업은 몇 가지 주요 기술 트렌드와 함께 계속 발전하고 있습니다:
- 디지털 트윈 기술: 바 전체의 온도 분포를 예측하는 실시간 시뮬레이션 모델
- AI 기반 적응형 제어: 재료의 변화에 따라 파라미터를 조정하는 자체 최적화 시스템
- 하이브리드 난방 시스템: 유도 가열과 전도 가열을 결합하여 에너지 사용 최적화
- 향상된 전력 전자 장치: 더 높은 효율을 가능하게 하는 와이드 밴드갭 반도체(SiC, GaN)
- 고급 단열재: 열 손실을 15-25%까지 줄여주는 나노 세라믹 소재
결론
인덕션 메탈 바 가열 시스템 는 금속 가공 애플리케이션을 위한 정교하고 다재다능한 기술을 선보였습니다. 이 시스템은 가열 매개변수를 정밀하게 제어하고, 탁월한 온도 균일성을 달성하며, 에너지 소비를 크게 줄일 수 있어 고부가가치 금속 가공 작업에 이상적입니다.
주파수, 전력 밀도, 가열 시간, 대기 제어 등 적절한 기술 파라미터를 선택하려면 특정 재료 및 응용 분야 요구 사항에 맞게 신중하게 조정해야 합니다. 최신 시스템은 전례 없는 수준의 제어, 효율성 및 유연성을 제공하여 제조업체가 다양한 재료를 최적의 결과로 처리할 수 있도록 지원합니다.
인덕션 바 가열로 는 알루미늄, 구리, 철근을 가열하는 데 필수적인 제품으로 탁월한 효율성, 균일성, 지속 가능성을 제공합니다. 단조 작업을 간소화하거나 열처리를 위한 정밀한 온도 제어를 목표로 하든, 이 기술은 다양한 산업 분야에서 최적의 결과를 보장합니다. 맞춤형 파라미터와 고급 기능을 갖춘 인덕션 퍼니스는 금속 가열 공정의 미래를 만들어가고 있습니다.