
목표
완전 고체 고주파 유도 소형 구리 튜브 브레이징 연결 조인트 DW-UHF-10 kW 유도 납땜 시스템 및 사용 가능한 분할 실험실 코일 사용
테스트 1
장비

자료
- 구리 튜브 - 흡입 튜브
- 브레이즈 페이스트
주요 매개변수
전력: 9.58kW
온도: 약 1500°F(815°C)
시간: 5 - 5.2초
테스트 2
장비
DW-UHF-10kw 유도 납땜 시스템
자료
- 구리 튜브 - 콘덴서 튜브
- 브레이즈 페이스트
주요 매개변수
전력: 8.83kW
온도: 약 1300°F(704°C)
시간: 2초

프로세스:
테스트 1
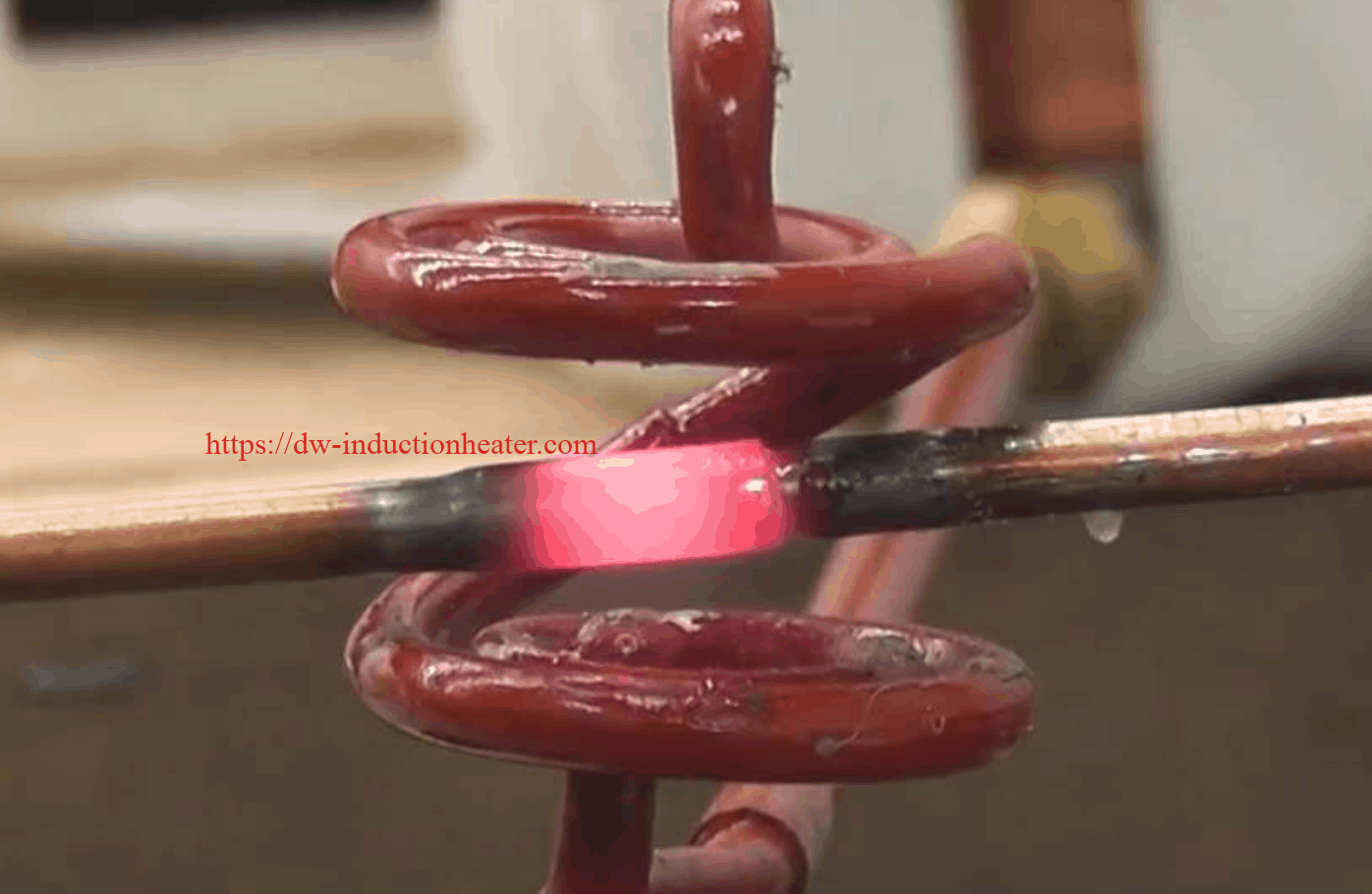
테스트를 위해 하나의 어셈블리만 제공되었기 때문에 하나의 튜브가 형성된 개방형 플랜지 끝에서 다른 튜브를 수용하는 등 두꺼운 벽의 5/16" 구리 튜브를 사용하여 테스트 하중을 설정했습니다. 열 시간은 온도를 표시하기 위해 템필라크 페인트를 사용하여 추정했습니다. 테스트 어셈블리(제공된 부품에 이어 505 합금 브레이즈 페이스트 코팅으로 조립하고 첨부된 사진에 따라 실험실 테스트 코일에 배치) 합금이 흐르고 접합부를 만드는 데 5~5.2초의 열 사이클이 필요한 것으로 확인되었습니다.
테스트 2:
작은 튜브 어셈블리 (응축기 튜브)를 조립하고 제공된 브레이즈 합금 (은 땜납)의 링을 형성하고 두 튜브의 교차점에 배치했습니다. 2초의 가열 시간은 합금을 흐르게 하고 접합부를 완성하기에 충분했습니다.

결과/혜택:
- 입증된 바와 같이, DW-UHF-10kw 유도 납땜 시스템은 가장 큰 튜브와 가장 작은 튜브 간 섹션을 모두 유도 가열하여 납땜 조인트를 완성할 수 있습니다. 사용 가능한 테스트 코일을 사용한 가열 시간은 FLDWX에서 요구하는 생산 가열 시간 기대치 내에 있습니다.
- HLQ는 최종 개발을 위해 전체 어셈블리를 검토해야 합니다. 유도 가열 코일 설계 레이아웃 사진에 표시된 12개의 조인트를 모두 수용할 수 있습니다. 납땜할 튜브 연결부와 강철 압축기 섹션 사이의 간격을 파악하고 확인하여 강철 하우징이 부하 코일에서 생성되는 RF 필드의 영향을 받지 않도록 해야 합니다. 이 최종 설계에는 강철 하우징이 아닌 구리 리드에 RF 필드를 집중시키는 역할을 하는 페라이트 소재를 코일에 추가해야 할 수도 있습니다.
- 초기 테스트는 사용 가능한 실험실 코일을 활용하여 DW-UHF-10 kW에서 완료되었습니다. 생산용 유도 가열 코일은 비전도성 하우징에 포함되어 작업자가 구리 리드에 코일을 배치하여 브레이즈 공정의 정확하고 확실한 가열 위치를 찾을 수 있도록 합니다. 생산 코일 설계는 테스트 코일보다 더 짧은 리드를 통합하고 열 주기를 개선(가열 시간 단축)하도록 구성할 것입니다.

- HLQ는 시스템에 선택적 공정 제어를 제공할 수 있습니다. 이는 FLDWX의 애플리케이션 요청과 함께 제공된 조립 사진에 나열된 각 조인트에 대해 효과적으로 프로그래밍된 공정 사이클이 될 것입니다. 12개의 각 조인트는 각 특정 조인트를 수용하도록 순차적으로 프로그래밍되어 작업자가 조인트 1에서 조인트 12까지 프로그래밍된 것과 동일한 순서로 이동할 수 있습니다. U 유도 납땜 코일/핸들의 각 사이클은 조인트 1(가열 시간 및 % 전력)에서 조인트 2(가열 시간 및 % 전력) 등을 거쳐 조인트 12까지 프로세스를 이동합니다. 일단 입력된 순서는 각 어셈블리에 대해 따라야 합니다. 이렇게 하면 조인트당 납땜 시간을 추측할 필요가 없어져 공정의 반복성을 확보할 수 있습니다.

- 고려할 수 있는 또 다른 옵션은 HLQ 로봇 팔 옵션을 고려하는 것입니다. 이 옵션은 인덕션 브레이징 코일/ 코일 하우징을 연결하고 각 조인트 영역에 코일을 배치하도록 프로그래밍하면 어셈블리를 작동시킵니다. 서포트 암이 회전하면서 코일/코일 하우징을 각 조인트에 적합한 위치와 각도로 이동시켜 토양 위치 및 가열 시간을 보장합니다.
