
베이스에 스테인리스 스틸 튜브 유도 납땜
목표:
유도 납땜 를 사용하여 스테인리스 스틸 튜브(OD: 45mm, ID: 42mm)를 호환 가능한 금속 베이스에 결합했습니다. 목표는 기계적 및 열적 스트레스에 적합한 높은 접합 무결성과 함께 강력하고 누출 없는 접합을 달성하는 것이었습니다. 또한 비용 효율성을 유지하고 열 왜곡을 최소화하면서 전력, 주파수, 코일 설계, 필러 금속 선택, 납땜 시간 등 납땜 파라미터를 최적화하는 것을 목표로 했습니다.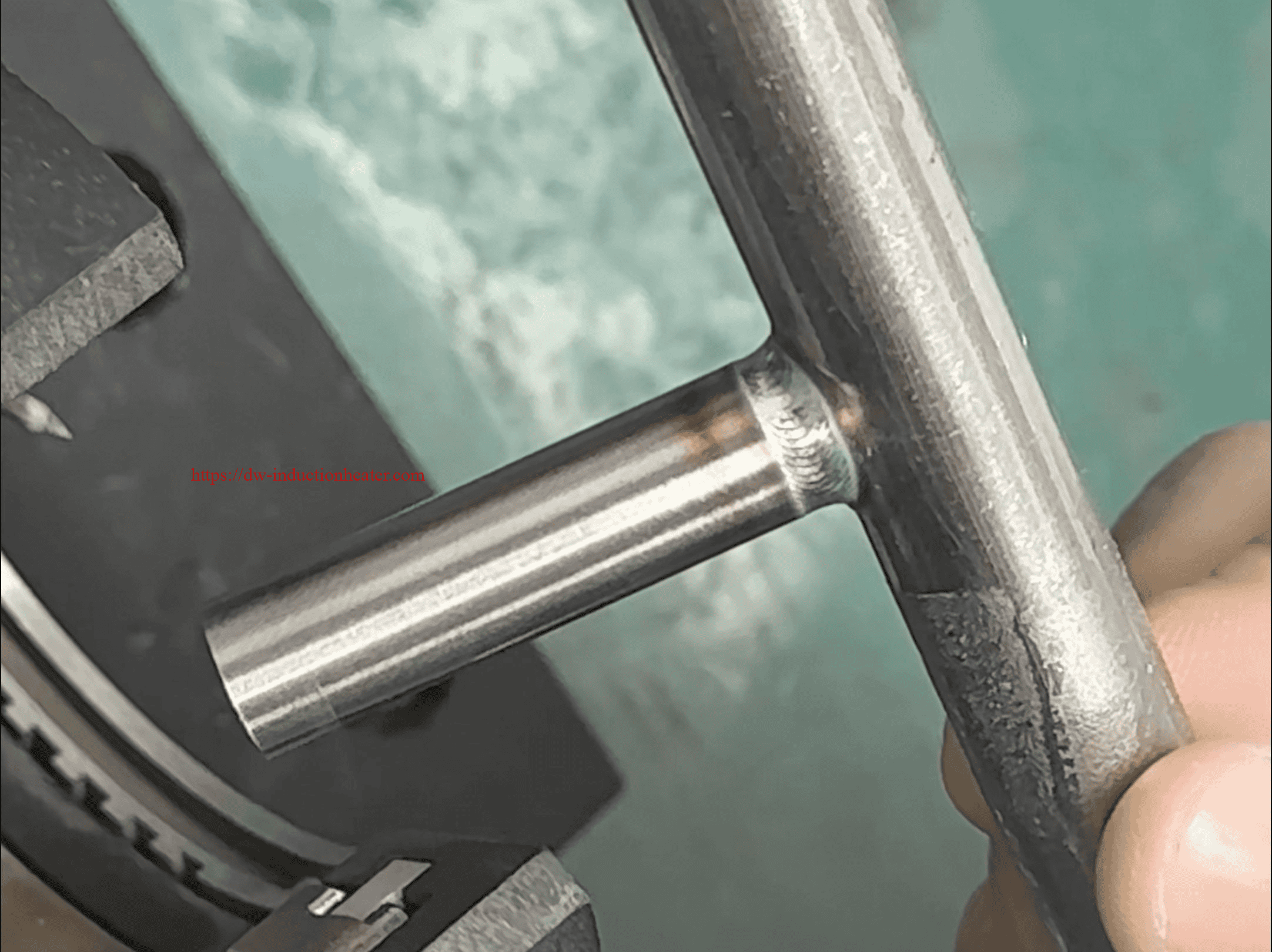
장비:
- 인덕션 브레이징 머신
- 모델: 10kW 유도 납땜 시스템
- 주파수 범위: 300-800kHz
- 맞춤형 인덕션 코일
- 스테인리스 스틸 튜브와 베이스 연결부의 기하학적 구조와 가열 요구 사항을 수용하도록 특별히 설계되었습니다.
- 냉각 시스템
- 인덕션 장비의 과열을 방지하고 연속 작동 중 온도를 안정화시키는 수냉식 냉각 시스템.
- 픽스처 및 포지셔닝 도구
- 브레이징 중에 스테인리스 스틸 튜브와 베이스를 정밀하게 정렬하는 지그와 고정 장치.
자료:
- 스테인리스 스틸 튜브
- 외경: 45mm
- 내경: 42mm
- 재질 등급: AISI 304(내식성 및 기계적 강도를 위해 선택됨).
- 기본 재료
- 연강 베이스(탄소강)는 경제성과 납땜용 스테인리스 스틸 튜브와의 호환성 때문에 사용됩니다.
- 필러 금속
- 필러 금속: BAg-7(은 함량이 약 56%인 은 기반 합금으로 모세관 흐름과 스테인리스 스틸과의 호환성이 우수함).
- 녹는 온도 범위: 630-660°C.
- 플럭스
- 유형: 불소 기반 플럭스; 산화물을 제거하고 필러가 베이스와 스테인리스 스틸 튜브에 접착되도록 촉진하는 데 사용됩니다.
브레이징 테스트:
- 전원 및 주파수 선택
- A 7kW의 전력 출력 는 어셈블리의 다른 부분을 과열하지 않고 접합 부위를 가열하는 데 최적이라고 실험적으로 결정되었습니다.
- 그리고 작동 주파수는 400kHz로 설정되었습니다. 를 사용하여 스테인리스 스틸 소재를 코일로 효율적으로 가열합니다.
- 인덕션 코일 설계
- 더블턴 헬리컬 코일을 사용하여 조인트 부분에 열을 집중시켜 스테인리스 스틸 튜브와 베이스가 동시에 균일하게 가열되도록 했습니다.
- 코일 직경은 튜브의 모든 면에 3~5mm의 간격을 두어 균일한 유도 결합이 이루어지도록 설계되었습니다.
- 조인트 포지셔닝 테스트
- 필러 재료의 모세관 작용을 위해 스테인리스 스틸 튜브(45mm OD)를 베이스에 정밀하게 정렬하여 0.1~0.2mm의 균일한 간격을 확보했습니다.
- 온도 제어
- 고온계를 통해 접합부 온도가 약 650°C에 도달하고 유지되는지 확인했습니다.
- 브레이징 시간
- 실험을 통해 최적의 납땜 시간을 확인했습니다. 10초를 사용하여 조인트가 열에 과도하게 노출되지 않고 필러 금속 용융 및 접착을 위한 적절한 온도 임계값에 도달할 수 있도록 합니다.
브레이징 단계:
- 준비
- 스테인리스 스틸 튜브와 베이스의 표면을 깨끗이 닦아 기름, 먼지, 산화물을 제거합니다.
- 불소 기반 플럭스를 조인트 표면에 균일하게 도포합니다.
- 조립 및 고정 장치 위치 지정
- 스테인리스 스틸 튜브는 강도를 극대화하기 위해 겹쳐진 조인트로 베이스에 배치되었습니다. 공정 중에 고정 장치가 어셈블리를 안정적으로 유지했습니다.
- 인덕션 히팅
- 인덕션 기계는 400kHz에서 7kW의 전력을 적용했습니다. 코일이 튜브와 베이스를 둘러싸고 있는 조인트 부분에 정밀한 가열이 집중되었습니다.
- 필러 재료 적용
- 온도가 650°C에 가까워지자 필러 합금이 조인트에 도포되었습니다. 모세관 작용이 용융된 필러를 조인트 틈새로 끌어당겼습니다.
- 냉각
- 납땜 후 열 충격을 피하기 위해 어셈블리를 자연 냉각시켰습니다.
결과/혜택:
- 관절 강도
- 인장 테스트를 거친 브레이징 조인트는 기계적 하중 요건을 15% 초과하여 가압 애플리케이션에 적합한 강력하고 누수 방지 연결을 달성했습니다.
- 열 무결성
- 이 공정은 열 왜곡을 최소화하여 스테인리스 스틸 튜브와 베이스의 치수 정확도를 유지했습니다.
- 효율성
- 납땜 공정은 다음과 같이 완료되었습니다. 10초의 가열 시간를 통해 최소한의 에너지 소비로 높은 생산성을 보여줍니다.
- 깔끔한 마감
- 적절한 가열, 충전재 분포, 최소한의 플럭스 잔류물 덕분에 조인트가 깨끗하게 마감되었습니다. 브레이징 후 청소가 최소화되었습니다.
인덕션 히팅 제공:
- 정밀한 국소 난방:
인덕션 시스템은 인접 부위에 영향을 주지 않고 접합 부위에 직접 균일하게 열을 전달하여 열 응력을 줄이고 재료의 특성을 보존합니다. - 프로세스 제어:
온도, 전력 및 주파수를 정밀하게 제어하여 일관된 조인트 품질을 보장하고 다양한 생산 시나리오에 맞게 최적화할 수 있었습니다. - 반복성:
유도 프로세스는 조인트 간 편차를 최소화하면서 일관된 결과를 보장하여 대규모 산업용으로도 높은 신뢰성을 제공합니다. - 에너지 효율성:
10kW 인덕션 시스템은 높은 가열 효율을 달성하여 용광로 납땜과 같은 대체 납땜 방식에 비해 에너지 사용량을 크게 줄였습니다. - 안전 및 청결:
인덕션 가열은 화염을 제거하여 작업장 위험을 줄이고 깨끗한 공정 환경을 제공합니다.
데이터 분석 및 통계:
| 매개변수 | 가치 | 참고 |
|---|---|---|
| 전원 | 7kW | 열 분배의 균형을 맞추도록 최적화되었습니다. |
| 빈도 | 400kHz | 스테인리스 스틸 및 필러에 최적입니다. |
| 코일 디자인 | 더블턴 헬리컬 코일 | 관절 주위를 균일하게 가열합니다. |
| 브레이징 시간 | 10초 | 녹이고 채우기에 충분합니다. |
| 필러 재료 | BAg-7 은 합금 | 강도가 높고 모세관 흐름이 우수합니다. |
| 달성한 온도 | 650°C | 용융 필러 재료에 이상적입니다. |
이 인덕션 브레이징 케이스 는 까다로운 스테인리스 스틸 애플리케이션에서 고품질 접합부를 만드는 데 있어 이 방법의 효과와 정밀성을 입증했습니다. 모든 공정 파라미터의 상세한 분석과 최적화를 통해 브레이징 작업의 성공을 보장하는 동시에 효율성과 생산성을 극대화할 수 있었습니다.