






인덕션 브레이징 스테인리스 스틸 공구
설명
RF 가열 장비를 갖춘 유도 납땜 스테인리스 스틸 공구
연구 목표
유도 가열로 치과용 프로피 제트 어셈블리의 조인트 3개를 납땜하여 수율 일관성을 개선하고 사이클 시간을 단축합니다.
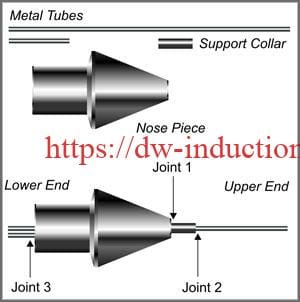
부품 및 재료 설명
스테인리스 스틸 프로피 노즈 피스, 튜브 2개, 튜브 지지 칼라, 브레이즈 합금 링, B1 플럭스
필요한 온도
1400°F
유도 가열 장비
DW-UHF-4.5kW RF 유도 가열 전원 공급 장치, 특수 설계된 인덕터(코일)
작동 빈도
400kHz
가열 절차
초기 테스트는 온도 및 가열 시간 프로파일을 설정하기 위해 수행되었습니다. 그 결과 2단계 공정이 최적의 결과를 제공할 것으로 판단했습니다. 이 애플리케이션을 위해 특별히 설계된 4회전 이중 권선 헬리컬 인덕터를 사용하여 접합 부위에 고른 열을 전달했습니다. 두 개의 튜브, 튜브 지지 칼라 및 노즈 피스를 조립하고 임시 고정 장치로 제자리에 고정했습니다. 브레이즈 합금 링을 제자리에 배치하고 전체 어셈블리에 B1 플럭스를 얇게 도포했습니다. 가열 공정의 첫 번째 단계에서는 어셈블리의 상단 튜브 끝을 가열 영역에 놓고 10초 동안 유도 전원을 공급했습니다. 2단계에서는 어셈블리를 뒤집고 어셈블리의 하단을 추가로 10초 동안 가열했습니다. 그런 다음 어셈블리를 제거하고 뜨거운 물에 담가 플럭스를 제거한 다음 뜨거운 공기로 건조시켰습니다.
결론
DW-UHF-4.5kW 전원 공급 장치와 10초 열 주기를 통해 일관되고 반복 가능한 결과를 얻을 수 있었습니다. 각 브레이즈 조인트는 균일한 필렛으로 밀봉되었습니다.




