목표
이 애플리케이션 테스트의 목적은 구리 동축 케이블에 유도 납땜 구리선 커넥터를 납땜하기 위한 가열 시간을 결정하는 것입니다. 고객은 수작업 납땜을 납땜 인두로 대체하고 유도 납땜을 사용하고자 합니다. 수작업 납땜은 노동 집약적일 수 있으며, 그 결과 납땜 조인트는 작업자의 기술에 크게 의존합니다. 유도 납땜 는 유한한 프로세스 제어가 가능하고 일관된 결과를 제공합니다.
장비
DW-UHF-6KW-III 핸드헬드 유도 납땜 히터
 자료
자료
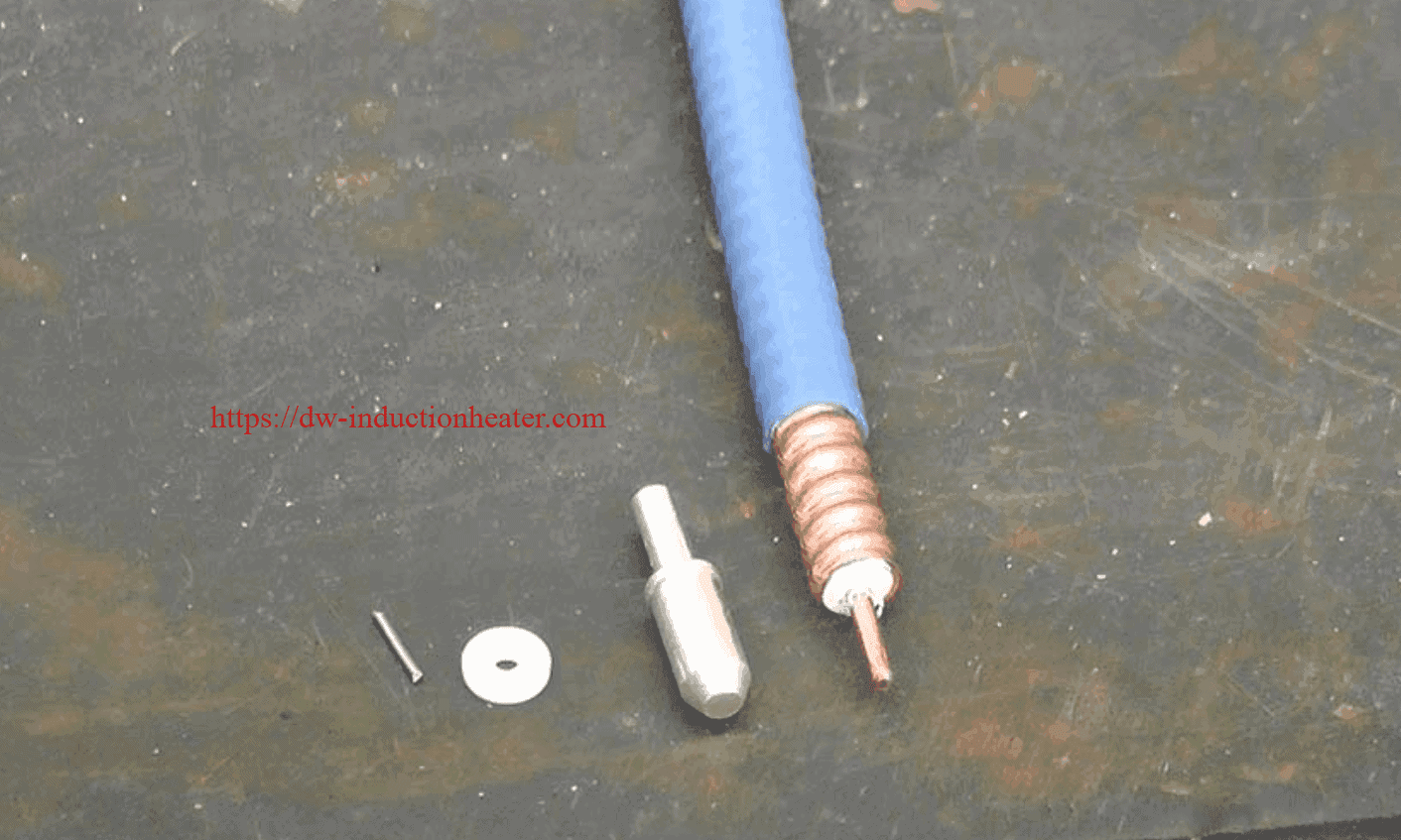
- 구리 동축 케이블
- 도금 구리 커넥터
- 구리 총알 모양의 내부 커넥터
- 구리 핀 모양의 내부 커넥터
- 납땜 와이어
- 탄소강
테스트 1: 구리 동축 중심 도체를 총알 모양의 중심 핀에 납땜하기
주요 매개변수
온도: 온도: ~400°F(204°C)
전력: 1.32kW
시간: 총알 커넥터의 경우 3초
테스트 2: 구리 동축 중심 도체를 바늘 모양의 중심 핀에 납땜하기
주요 매개변수
온도: 온도: ~400°F(204°C)
전력: 1.32kW
시간: 니들 커넥터의 경우 1.5초
테스트 3: 구리 동축을 엔드 커넥터에 납땜(총알 모양의 중앙 핀)
주요 매개변수
온도: 온도: ~400°F(204°C)
전력: 1.8kW
시간: 30초의 가열 시간 후 10초의 냉각 주기
테스트 4: 구리 동축을 엔드 커넥터에 납땜(바늘 모양의 중앙 핀)
주요 매개변수
온도: 온도: ~400°F(204°C)
시간: 30초의 가열 시간 후 10초의 냉각 주기
 프로세스:
프로세스:
각 유형의 센터 핀에 대해 납땜 과정은 두 단계로 이루어집니다. 첫째, 중앙 핀(총알 모양 또는 바늘 모양)을 동축 케이블의 중앙 도체에 납땜하고, 둘째, 핀이 있는 동축 케이블을 엔드 커넥터에 납땜합니다.
테스트 1 및 2: 구리 동축 중심 도체를 커넥터 중심 핀에 납땜하기
- 동축 케이블 중심 도체에 내부 커넥터 핀(바늘과 총알도 동일한 과정을 따름)을 조립했습니다. 전선을 납땜할 핀 길이의 약 ½ 정도 길이의 납땜 슬러그를 잘라서 중앙 핀의 수신단에 배치했습니다. 동축의 구리 도체는 핀의 납땜 슬러그에 가볍게 압력을 가하여 아래쪽으로 놓도록 배치했습니다.
- 어셈블리를 2턴 인덕션 코일에 넣고 전원을 켰습니다.
- 땜납이 녹으면서 동축의 구리 도체가 중앙 핀에 안착되었습니다. 납땜이 식는 동안 어셈블리를 몇 초 더 가만히 유지했습니다. 참고: 납땜 조인트가 식을 때까지 가만히 유지하는 것이 중요합니다. 움직이면 "차가운" 납땜 조인트가 발생할 수 있습니다.
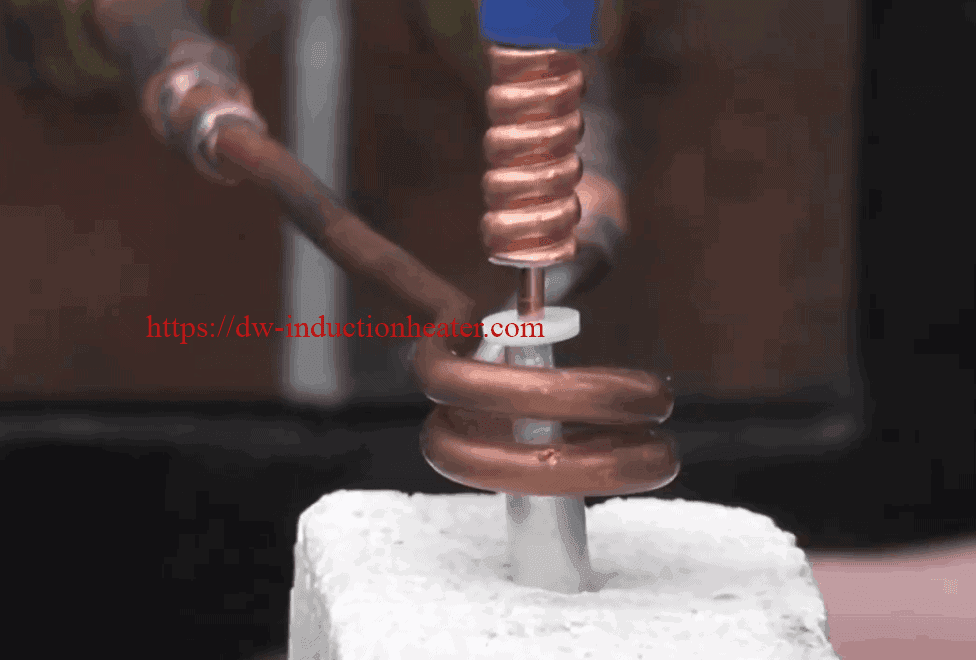
테스트 3 및 4: 구리 나사형 엔드 커넥터를 중앙 핀에 납땜하기
- 납땜 와이어를 동축의 주름진 플루트에 감았습니다. 납땜이 된 동축을 엔드 커넥터에 넣었습니다.
- 어셈블리를 U자형 유도 코일에 넣고 전원을 켰습니다.
- 가열 시간 - 30초 동안 조립한 후 합금이 굳을 때까지 10초간 기다립니다.
결과/혜택:
납땜은 성공적이었으며 유도 납땜 구리선 커넥터가 수작업 납땜의 훌륭한 대안임을 확인했습니다.
- 시간과 온도를 정밀하게 제어
- 빠른 발열 주기로 온디맨드 전력 공급
- 작업자에 의존하지 않고 반복 가능한 프로세스
- 화염 없이 안전하게 난방
- 에너지 효율적인 난방