





인덕션으로 구리 튜브 납땜
설명
목표
데모 시연 유도 납땜 구리 튜브 DW-UHF-10 kW 시스템과 사용 가능한 분할 랩 코일을 사용하여 납땜 시간 및 납땜 시간

장비
DW-UHF-10KW 유도 납땜기
자료
- 구리 튜브 - 흡입 튜브
- 브레이즈 페이스트
주요 매개변수
전력: 10kW
온도: 약 1500°F(815°C)
시간: 5 - 5.2초

프로세스:
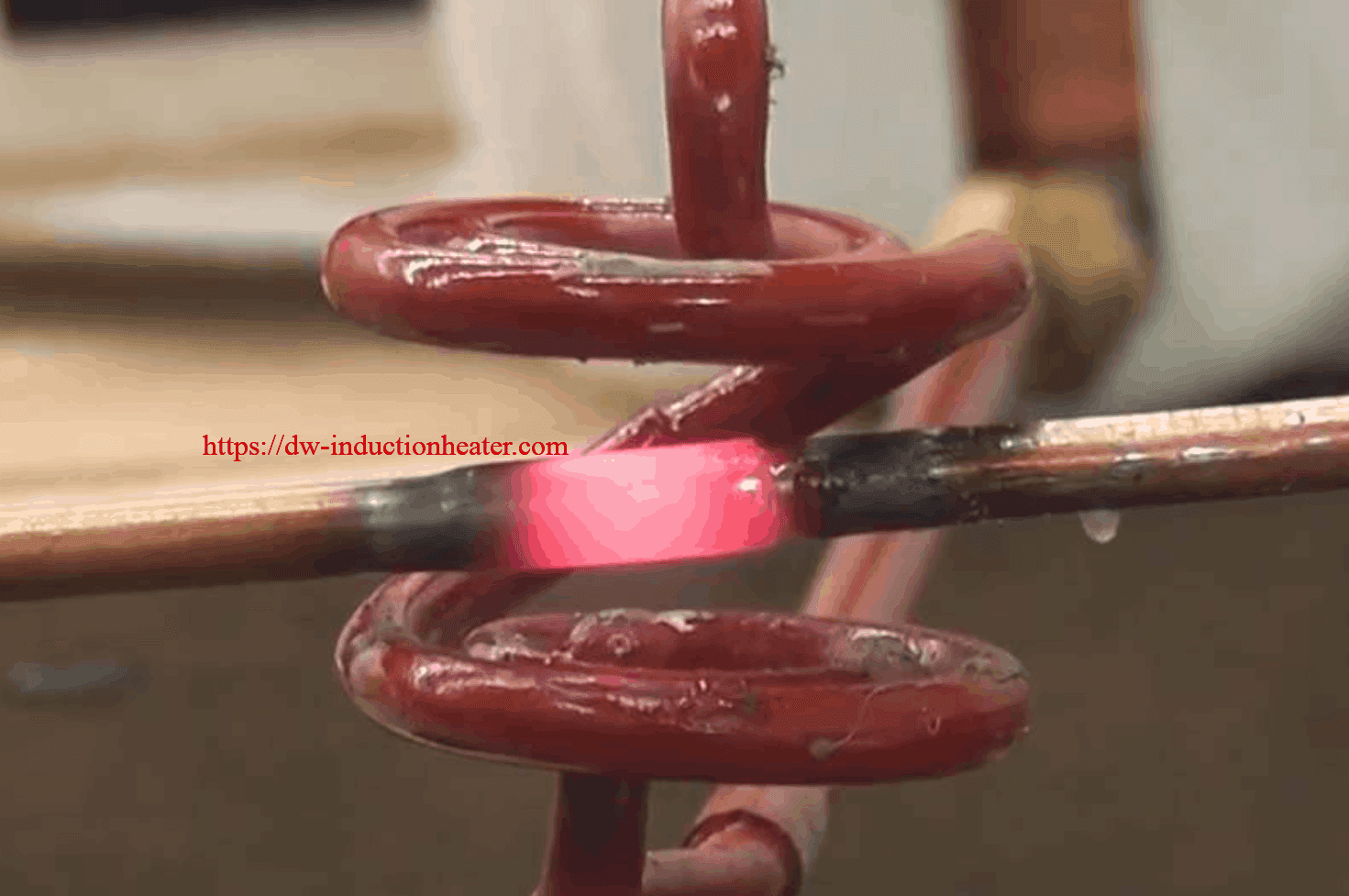
테스트를 위해 하나의 어셈블리만 제공되었기 때문에 하나의 튜브가 형성된 개방형 플랜지 끝에서 다른 튜브를 수용하는 등 두꺼운 벽의 5/16" 구리 튜브를 사용하여 테스트 하중을 설정했습니다. 열 시간은 온도를 표시하기 위해 템필라크 페인트를 사용하여 추정했습니다. 테스트 어셈블리(제공된 부품에 이어 505 합금 브레이즈 페이스트 코팅으로 조립하고 첨부된 사진에 따라 실험실 테스트 코일에 배치) 합금이 흐르고 접합부를 만드는 데 5~5.2초의 열 사이클이 필요한 것으로 확인되었습니다.

결과/혜택:
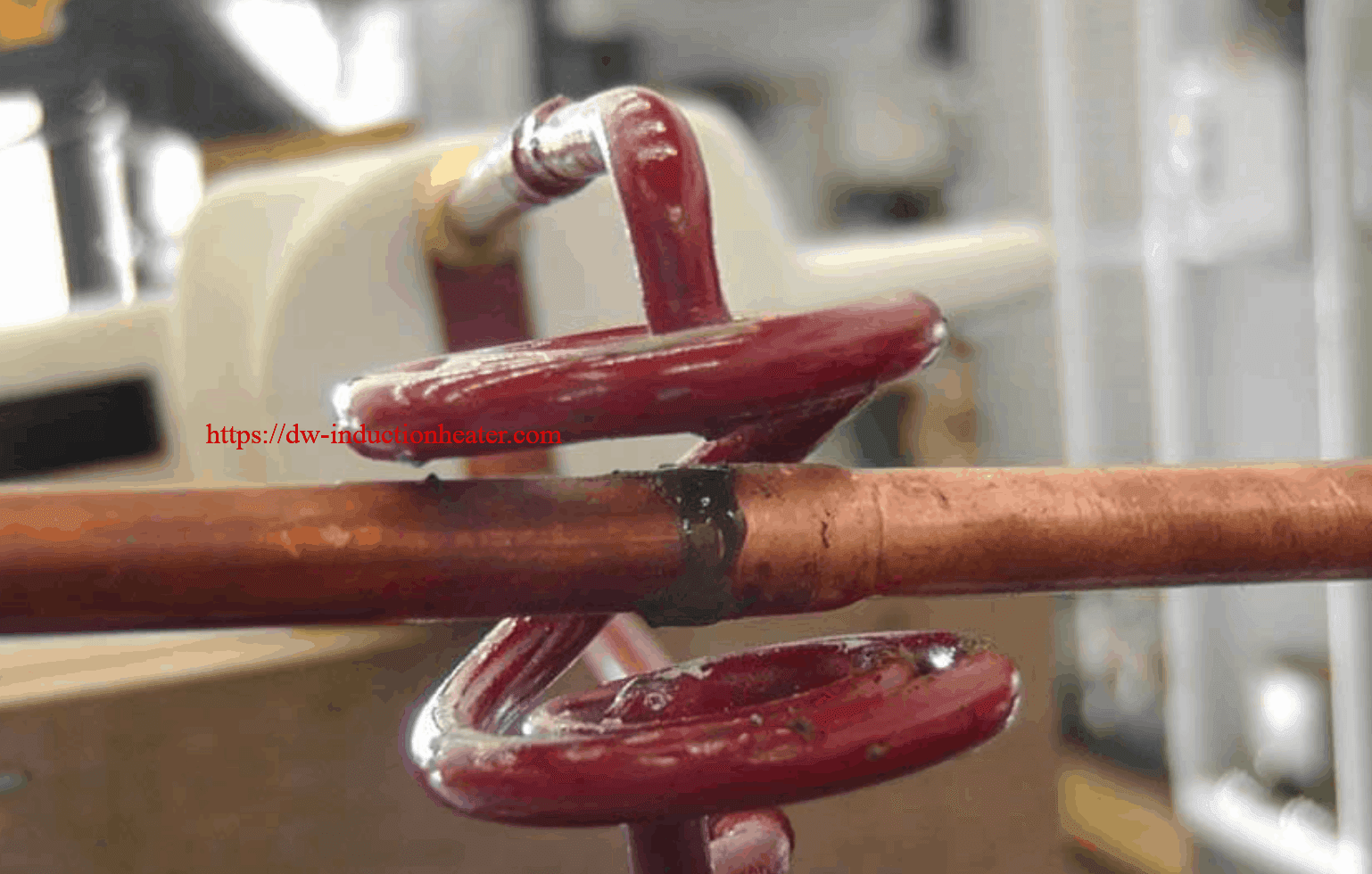
- 앞서 설명한 바와 같이 DW-UHF 모델 유도 납땜 시스템 는 가장 큰 튜브와 가장 작은 튜브 간 섹션을 모두 가열하여 납땜 접합을 완료할 수 있습니다. 사용 가능한 테스트 코일을 사용한 가열 시간은 일렉트로룩스에서 요구하는 생산 가열 시간 범위 내에 있습니다.
- 레이아웃 사진에 표시된 12개의 조인트를 모두 수용할 수 있는 최종 코일 설계를 개발하기 위해 HLQ는 검토를 위해 전체 어셈블리를 요구합니다. 납땜할 튜브 연결부와 강철 압축기 섹션 사이의 간격을 파악하고 확인하여 강철 하우징이 부하 코일에서 생성되는 결과 RF 필드의 영향을 받지 않도록 해야 합니다. 이 최종 설계에는 강철 하우징이 아닌 구리 리드에 RF 필드를 집중시키는 역할을 하는 페라이트 소재를 코일에 추가해야 할 수도 있습니다.
- 초기 테스트는 사용 가능한 실험실 코일을 활용하여 DW-UHF-10kW에서 완료되었습니다. 생산 코일은 비전도성 하우징에 포함되어 작업자가 구리 리드에 코일을 배치하여 브레이즈 공정의 정확하고 긍정적인 가열 위치를 찾을 수 있도록 합니다. 생산 코일 설계는 테스트 코일보다 더 짧은 리드를 통합하고 열 주기를 개선(가열 시간 단축)하도록 구성할 것입니다.





