
고주파 유도 가열을 이용한 유도 브레이징 알루미늄 튜브
새로운 애플리케이션 영역 유도 가열 는 해당 구조와 재료 특성을 고려하여 가열된 부품 내부의 온도 분포를 분석해야 합니다. 유한 요소법(FEM)은 이러한 분석을 수행하고 전자기 및 열 수치 해석과 시뮬레이션을 결합하여 유도 가열 프로세스를 최적화할 수 있는 강력한 도구를 제공합니다.

이 기고문의 주요 목적은 수치 시뮬레이션과 수행된 실험을 기반으로 태양열 집열기 제조에 적절하고 정교하며 효율적인 유도 납땜 기술의 적용 가능성을 제시하는 것입니다.
문제 설명
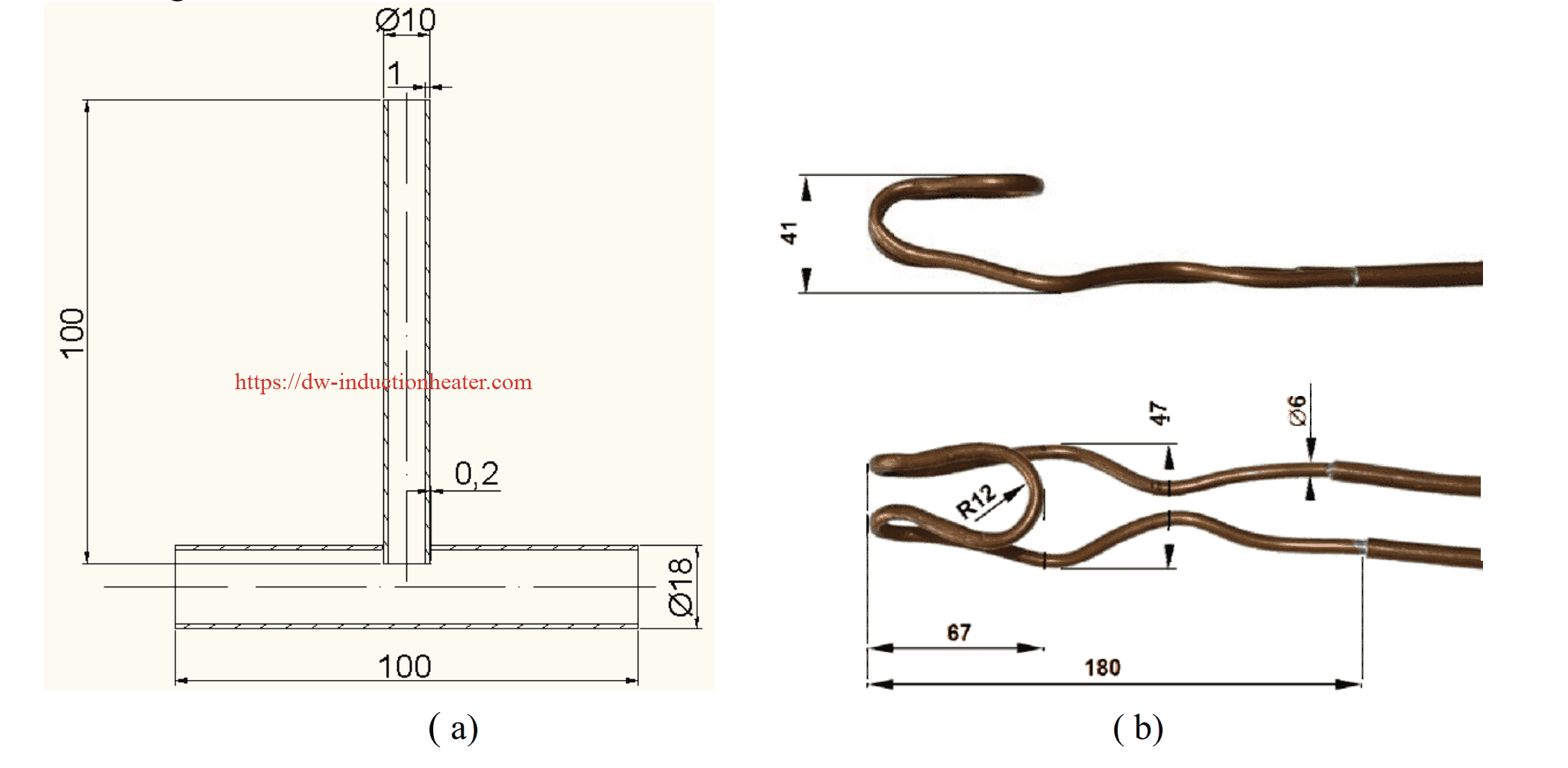
이 작업은 브레이징 공정에 적합한 태양열 집열기 부품, 즉 집열 튜브의 부품 설계를 다룹니다(그림 1a). 튜브는 표 1에 주어진 화학 조성을 가진 AW 3000 유형의 Al 합금으로 만들어집니다. 브레이징에는 잔류물이 비부식성인 플럭스 Braze Tec 32/80과 함께 Al 104 타입의 합금이 사용됩니다(표 2). Al 104 브레이징 합금의 고체 온도와 액체 온도 사이의 온도 간격은 575°C ~ 585°C입니다. 튜브 재료의 고체 온도는 650°C입니다.
표 1 AW 3000 합금의 화학적 조성 [중량 %]
| Si | Fe | Cu | Mn | Mg | Zn | Cr | Al |
| 0.05-0.15 | 0.06-0.35 | 최대. 0.1 | 0.3-0.6 | 0.02-0.20 | 0.05-0.3 | 최대. 0.25 | balance |
표 2 Al 104 타입 브레이징 합금의 화학적 조성 [중량 %]
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
| 11-13 | 0.6 | 최대. 0.3 | 0.15 | 0.1 | 0.2 | 최대. 0.15 | balance |
브레이징 공정은 유도 가열을 적용한다고 가정합니다. 접합부(브레이징 금속 - 브레이징 합금)에서 동시에 브레이징 온도가 달성되어야 하는 방식으로 유도 가열 시스템을 설계해야 합니다. 이러한 관점에서 유도 코일, 형상 및 작동 매개 변수(주로 주파수 및 소스 전류)의 적절한 선택은 매우 중요합니다. 설계된 구리 수냉식 유도 코일의 모양과 치수는 그림 1b에 나와 있습니다.
유도 가열의 관련 파라미터가 납땜 부품의 온도 분포에 미치는 영향은 프로그램 코드 ANSYS 10.0을 적용한 유도 가열의 수치 시뮬레이션을 사용하여 평가했습니다.
시뮬레이션 모델
ANSYS 10.0 소프트웨어 [3-5]를 사용하여 FEM을 통한 전자기 및 열 문제를 해결하는 방법론에 따라 기하학적, 물리적, 초기 및 경계 조건을 포함한 브레이징 유도 가열 공정의 시뮬레이션 모델을 개발했습니다. 수치 시뮬레이션의 주요 목표는 접합부 형성 영역에서 필요한 온도 분포를 달성하기 위한 유도 가열의 최적 파라미터(주파수 및 소스 전류)를 정의하는 것이었습니다.
전자기 분석을 위해 제안된 3D 모델(그림 2)은 튜브, 브레이징 합금, 수냉식 유도 코일 및 주변 공기의 모델로 구성됩니다(그림 2에는 표시되지 않음). 열 분석에서는 튜브와 브레이징 합금만 고려했습니다. 조인트 형성 영역의 선형 8노드 요소에서 생성된 메시의 세부 사항은 그림 2b에 나와 있습니다.

그림 2 a) 주변 공기가 없는 전자기 분석용 기하학적 모델과 b) 접합부 형성 영역에서 생성된 3D 메쉬의 상세도.AW 3000 합금과 Al 104 브레이징 합금의 전기 및 열 특성의 온도 의존성은 JMatPro 소프트웨어 [6]를 사용하여 얻었습니다. 적용된 재료가 비자 성이라는 사실에 따라 상대 투과성 µr = 1.
브레이징된 재료의 초기 온도는 20°C였습니다. 재료의 경계 표면에서 완벽한 전기 및 열 접촉이 이루어져야 했습니다. 유도 코일의 소스 전류 주파수는 350kHz로 가정했습니다. 소스 전류의 값은 600A에서 700A 사이의 간격으로 정의되었으며, 20°C의 온도에서 자유 대류와 공기 복사에 의한 납땜 튜브의 냉각이 고려되었습니다. 브레이징 부품의 표면 온도에 따른 복합 열전달 계수가 정의되었습니다. 그림 3에는 조인트 영역에서 요구 온도에 도달한 후 브레이징된 부품의 온도 분포가 선택된 소스 전류 값에 대해 다음과 같이 표시되어 있습니다. 유도 가열 코일. 600A의 소스 전류를 사용하는 36초의 시간은 꽤 긴 것 같습니다. 700 A의 소스 전류를 가하는 빠른 가열은 Al 104 브레이징 합금의 용융에 충분하지 않습니다. 이러한 이유로 대략 620 A ~ 640 A 수준의 소스 전류가 권장되어 브레이징 시간이 25초에서 27.5초로 늘어납니다......
