
Dosiahnutie vysokokvalitného kalenia veľkých ozubených kolies zub po zube pomocou indukčného ohrevu

Vo výrobnom priemysle zohrávajú veľké ozubené kolesá rozhodujúcu úlohu v rôznych aplikáciách, ako sú ťažké stroje, veterné turbíny a priemyselné zariadenia. Aby sa zabezpečila ich trvanlivosť a výkon, je nevyhnutné použiť proces kalenia zubov ozubených kolies. Jednou z najúčinnejších metód na dosiahnutie kalenia zub po zube vo veľkých ozubených kolesách je indukčný ohrev.
Indukčný ohrev je proces, ktorý využíva elektromagnetickú indukciu na rýchle zahriatie povrchu zubov ozubených kolies. Priložením vysokofrekvenčného striedavého prúdu k cievke sa vytvára magnetické pole, ktoré indukuje vírivé prúdy v povrchu zubov ozubeného kolesa. Tieto vírivé prúdy vytvárajú lokalizovaný ohrev, ktorý umožňuje presné a riadené kalenie každého jednotlivého zuba.
Kalenie zub po zube pomocou indukčného ohrevu má oproti iným metódam kalenia niekoľko výhod. Po prvé, zabezpečuje rovnomerné rozloženie tvrdosti po zuboch ozubených kolies, čo vedie k zvýšenej odolnosti proti opotrebovaniu a nosnosti. To je obzvlášť dôležité pre veľké ozubené kolesá, ktoré sú vystavené veľkým zaťaženiam a náročným prevádzkovým podmienkam.
Po druhé, indukčný ohrev umožňuje selektívne kalenie, čo znamená, že sa zahrievajú len zuby ozubeného kolesa, zatiaľ čo zvyšok ozubeného kolesa zostáva relatívne nedotknutý. Tým sa minimalizuje riziko deformácie alebo deformácie, ku ktorým môže dôjsť pri iných metódach tepelného spracovania, pri ktorých sa zahrieva celé ozubené koleso. Presná kontrola procesu ohrevu umožňuje cielené kalenie, ktorého výsledkom je vysokokvalitné, rozmerovo stabilné ozubené koleso.
Indukčné kalenie malých, stredných a veľkých ozubených kolies sa vykonáva technikou zub po zube alebo metódou obkružovania. V závislosti od veľkosti ozubeného kolesa, požadovaného tvrdého vzoru a geometrie sa ozubené kolesá indukčne kalia obtočením celého ozubeného kolesa cievkou (tzv. "kalenie ozubených kolies otáčaním") alebo pri väčších ozubených kolesách ich zahrievaním "zub po zube", pri ktorom možno dosiahnuť presnejší výsledok kalenia, hoci tento proces je oveľa pomalší.
Kalenie veľkých ozubených kolies zub po zube
Metódu zub po zube možno vykonať dvoma alternatívnymi technikami:
"hrot po hrote" sa používa režim jednorazového ohrevu alebo režim skenovania, induktor obklopí telo jedného zuba. Táto metóda sa používa zriedkavo, pretože nezabezpečuje požadovanú únavovú a rázovú pevnosť.
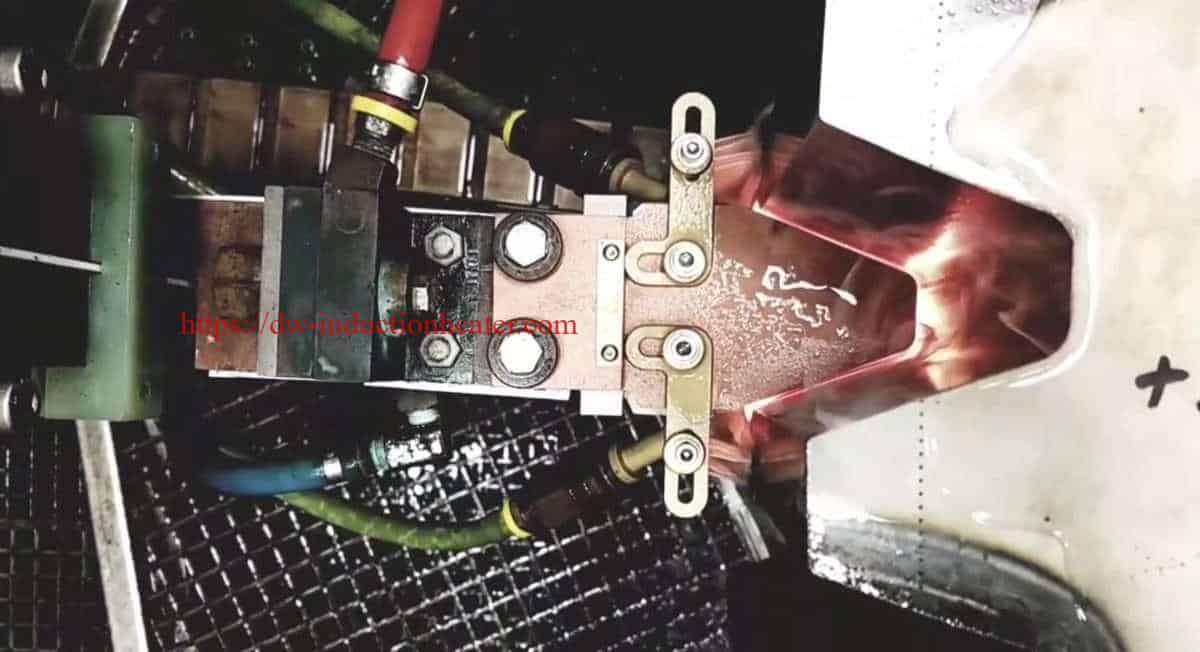
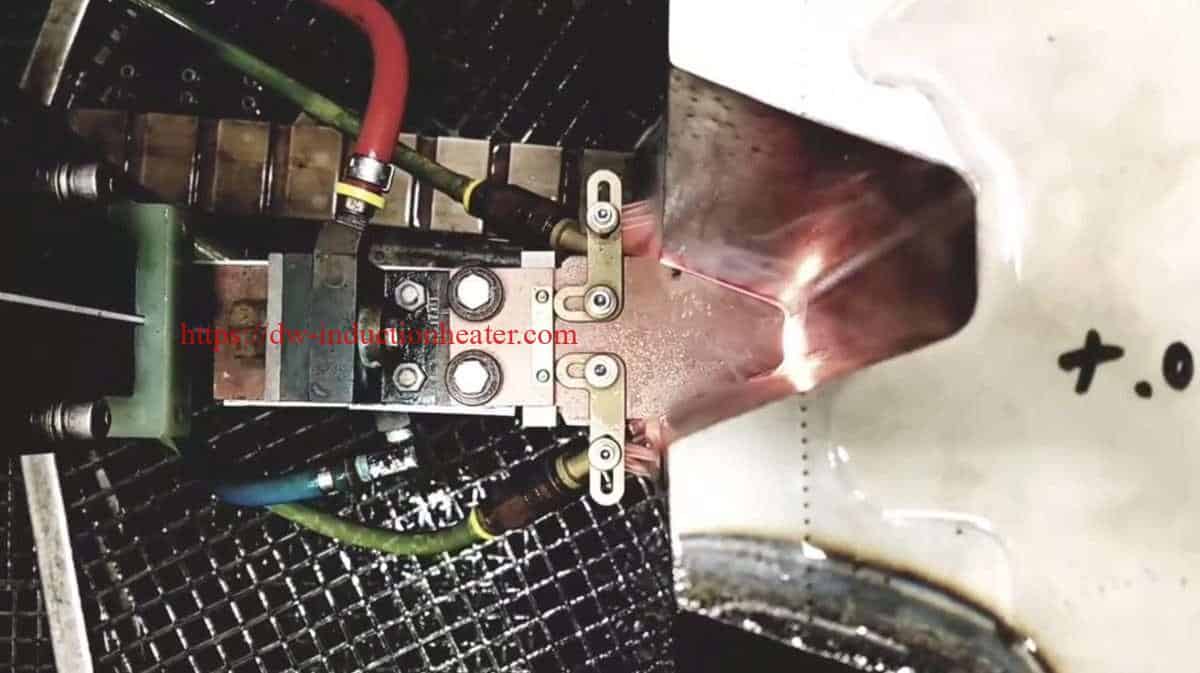
Obľúbenejšia technika spevňovania "medzera po medzere" používa iba režim skenovania. Vyžaduje, aby bol induktor symetricky umiestnený medzi dvoma bokmi susedných zubov. Rýchlosť skenovania induktora sa zvyčajne pohybuje v rozmedzí od 6 mm/s do 9 mm/s.
Používajú sa dve techniky skenovania:
- induktor je stacionárny a prevodovka je pohyblivá
- ozubené koleso je nepohyblivé a induktor je pohyblivý (obľúbenejšie pri kalení ozubených kolies veľkých rozmerov)
Induktor na indukčné kalenie
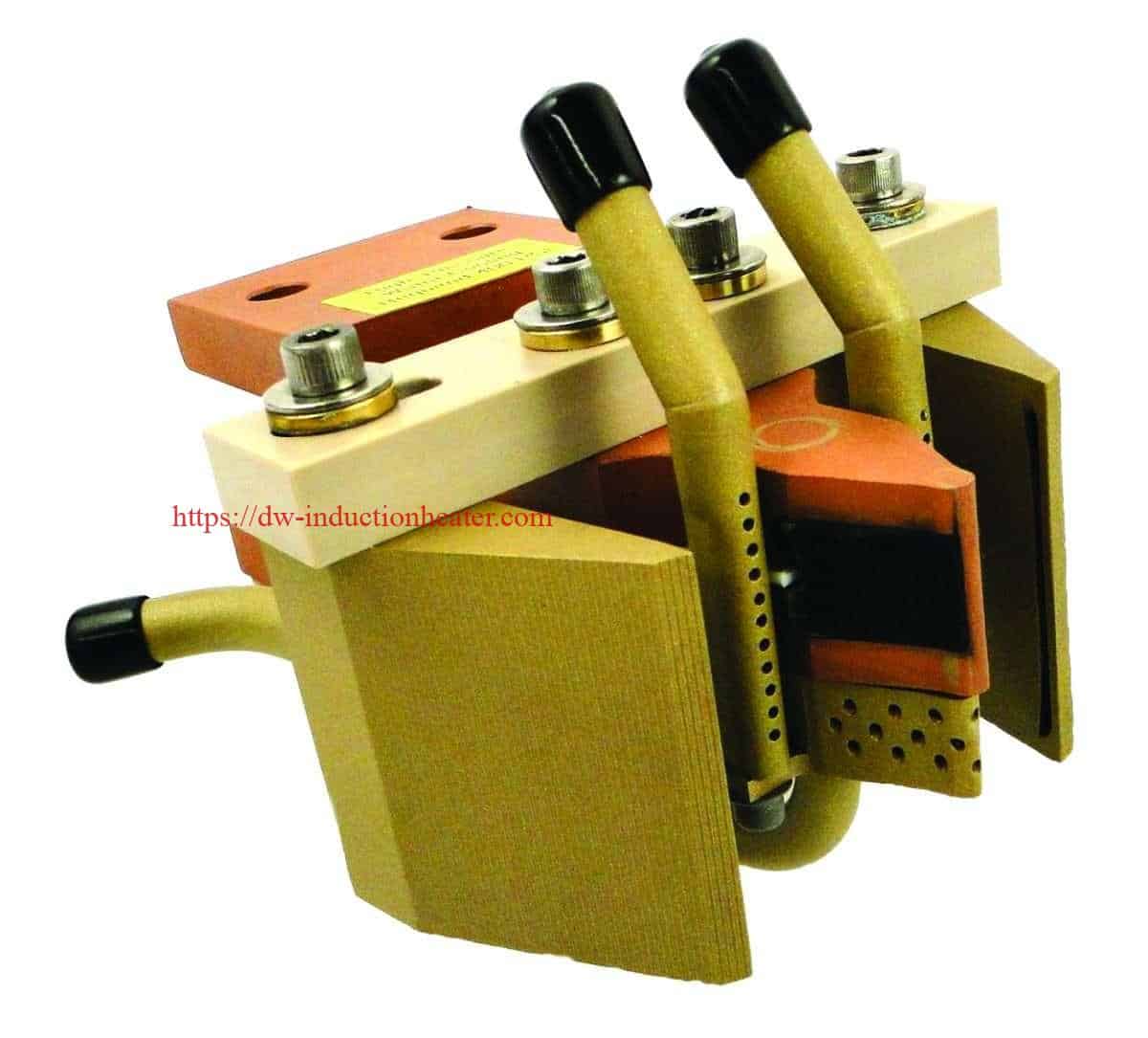 Geometria induktora závisí od tvaru zubov a požadovanej tvrdosti. Induktory môžu byť navrhnuté tak, aby zahrievali iba koreň a/alebo bok zuba, pričom špička a jadro zuba zostanú mäkké, tvrdé a tvárne.
Geometria induktora závisí od tvaru zubov a požadovanej tvrdosti. Induktory môžu byť navrhnuté tak, aby zahrievali iba koreň a/alebo bok zuba, pričom špička a jadro zuba zostanú mäkké, tvrdé a tvárne.
Simulácia pomáha predchádzať prehriatiu
Pri vývoji procesov kalenia ozubených kolies podľa jednotlivých zubov by sa mala venovať osobitná pozornosť elektromagnetickým účinkom na koncoch/okrajoch a schopnosti zabezpečiť požadovaný vzor v oblastiach koncov ozubených kolies.
Pri snímaní zubu ozubeného kolesa je teplota rozložená v koreňoch a bokoch ozubeného kolesa pomerne rovnomerne. Keďže vírivé prúdy sa zároveň vracajú cez bok a najmä cez hrot zuba, je potrebné dbať na to, aby nedošlo k prehriatiu oblastí hrotu zuba, najmä na začiatku a na konci skenovania kalenia. Simulácia môže pomôcť predísť týmto nežiaducim účinkom ešte pred rozvinutím procesu.
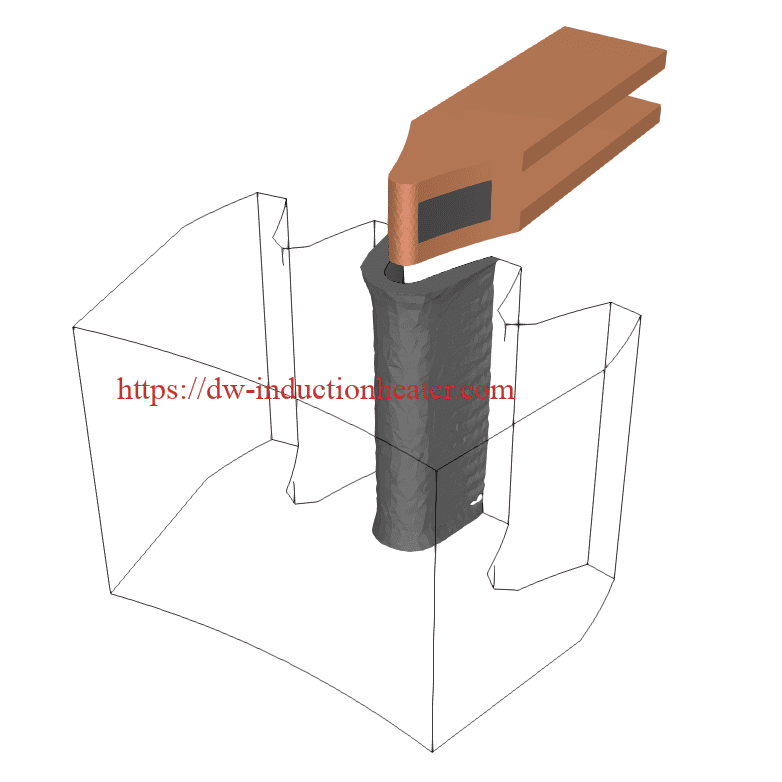
Príklad simulácie
Skenovanie zubu po zube pri tvrdnutí ozubeného kolesa pri frekvencii 12 kHz.
Chladenie rozprašovaním je tiež simulované, ale na výsledných obrázkoch nie je viditeľné. Chladiaci efekt sa aplikuje na horné a bočné plochy dvoch zubov, ako aj na pohyb chladiacej zóny za induktorom.
3D tvrdený profil v sivej farbe:
2D Tvrdený profil vertikálny rez: CENOS umožňuje ľahko vizualizovať, ako sa kalený profil prehlbuje, ak sa výkon nezníži alebo nevypne ku koncu prevodu. 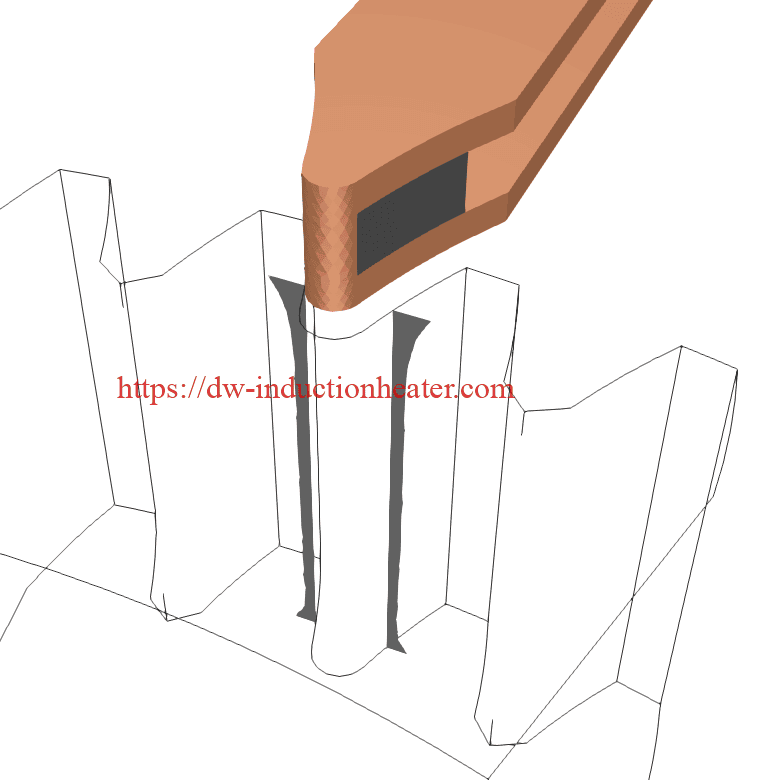
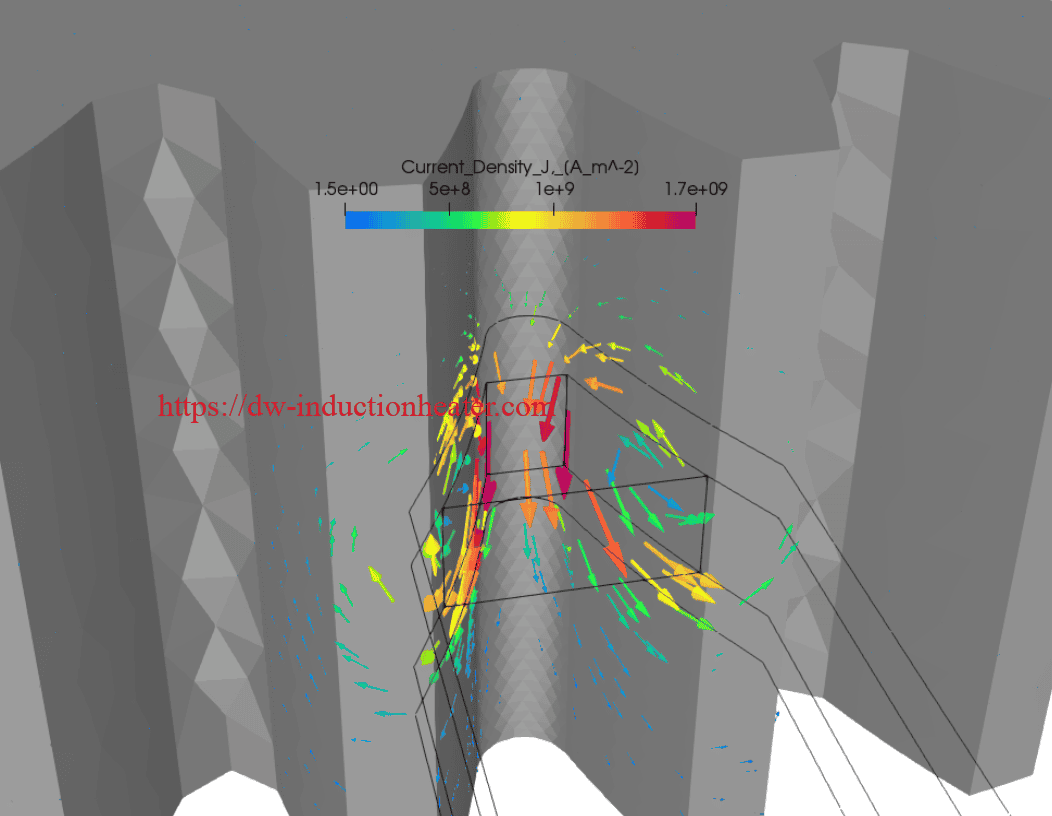
Hustota prúdu na prevodovke:

Okrem toho indukčný ohrev ponúka rýchly ohrev a chladenie, čím sa skracuje celkový čas spracovania v porovnaní s konvenčnými metódami. To je obzvlášť výhodné pre veľké ozubené kolesá, pretože to pomáha zlepšiť efektivitu výroby a znížiť náklady.
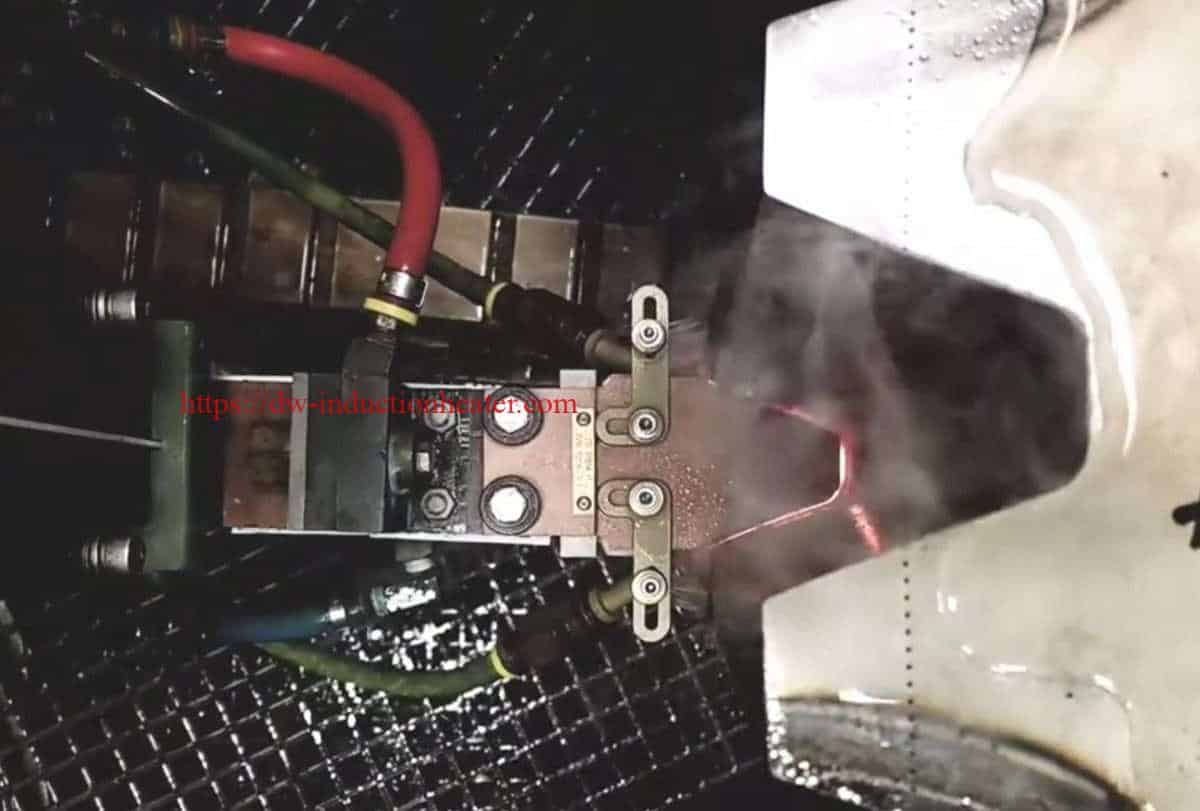
Na dosiahnutie kalenia veľkých ozubených kolies zub po zube pomocou indukčného ohrevu je potrebné špecializované zariadenie. Systém indukčného ohrevu sa zvyčajne skladá zo zdroja napájania, cievky alebo induktora a chladiaceho systému. Ozubené koleso sa umiestni do cievky a zdroj energie sa aktivuje, aby sa vytvorilo požadované teplo. Parametre procesu, ako je výkon, frekvencia a čas ohrevu, sa starostlivo kontrolujú, aby sa dosiahol požadovaný profil tvrdosti.
Záverom možno konštatovať, že kalenie veľkých ozubených kolies zub po zube pomocou indukčného ohrevu je veľmi účinná a efektívna metóda. Zabezpečuje rovnomerné rozloženie tvrdosti, selektívne kalenie a rýchly čas spracovania, čoho výsledkom sú vysokokvalitné a odolné ozubené kolesá. Ak sa zaoberáte výrobou veľkých ozubených kolies, zvážte zavedenie indukčného ohrevu na kalenie zub po zube, čo môže výrazne zvýšiť výkon a životnosť vašich výrobkov.
