Fili di rame di saldatura a induzione con unità di riscaldamento ad alta frequenza IGBT
Obiettivo Saldare due fili di rame alle torrette preinstallate su un bussolotto di rame
Materiale Barra di rame/nichel immersa a saldare, 2 fili di rame a trefoli stagnati, bacchetta per brasatura
Temperatura 446 ºF (230 ºC)
Frequenza 230 kHz
Apparecchiatura - Sistema di riscaldamento a induzione DW-UHF-6kW, dotato di una testa di lavoro remota contenente un condensatore da 1,2μF.
- Una bobina di riscaldamento a induzione progettata e sviluppata appositamente per questa applicazione.
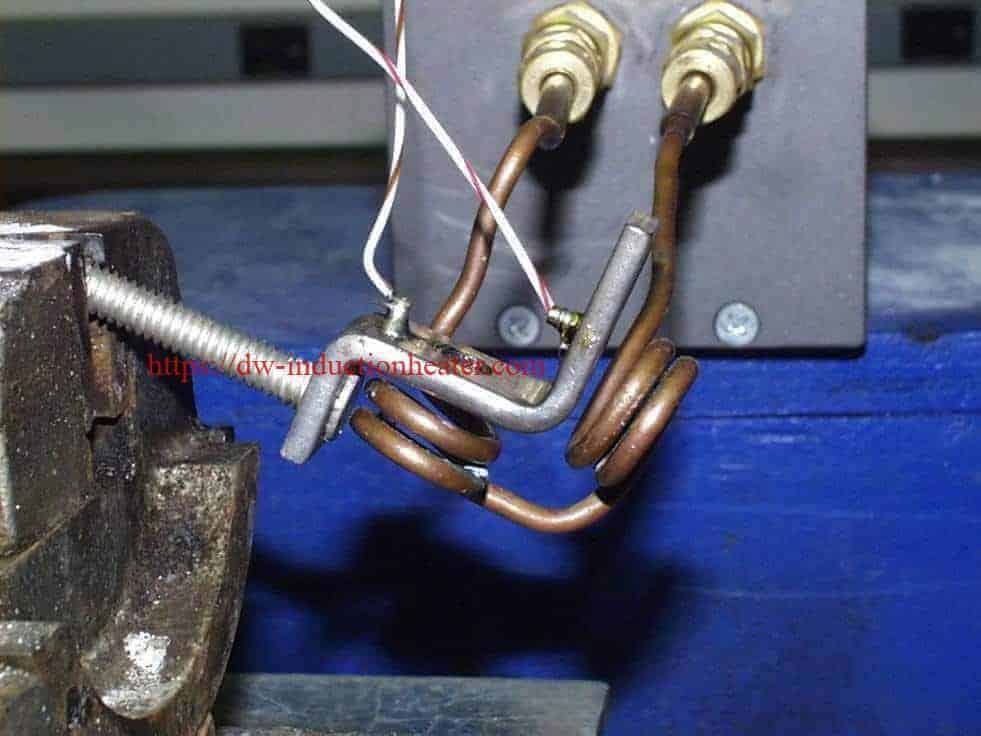
Processo Una bobina elicoidale divisa a quattro giri viene utilizzata per saldare il gruppo di barre di collegamento. I 2 fili di rame vengono applicati alle torrette e l'alimentazione viene applicata per 30 secondi. Il bastoncino di brasatura viene inserito manualmente nelle parti riscaldate e la brasatura scorre uniformemente, creando il giunto.
Risultati/Benefici Il riscaldamento a induzione fornisce:
- Riduzione dei tempi di saldatura
- Distribuzione uniforme del riscaldamento
- Coerenza tra i giunti