
Induktionslodning af aluminiumsrør med højfrekvent induktionsopvarmning
De nye anvendelsesområder for Induktionsopvarmning kræver, at man analyserer temperaturfordelingen inde i de opvarmede komponenter under hensyntagen til de tilsvarende strukturer og materialeegenskaber. Finite element-metoden (FEM) er et stærkt værktøj til at udføre sådanne analyser og optimering af induktionsopvarmningsprocesser gennem koblede elektromagnetiske og termiske numeriske analyser og simuleringer.

Hovedformålet med dette bidrag er at indikere muligheden for anvendelse af den korrekte, sofistikerede og effektive induktionslodningsteknologi til fremstilling af solfangere baseret på numerisk simulering og udførte eksperimenter.
Beskrivelse af problemet
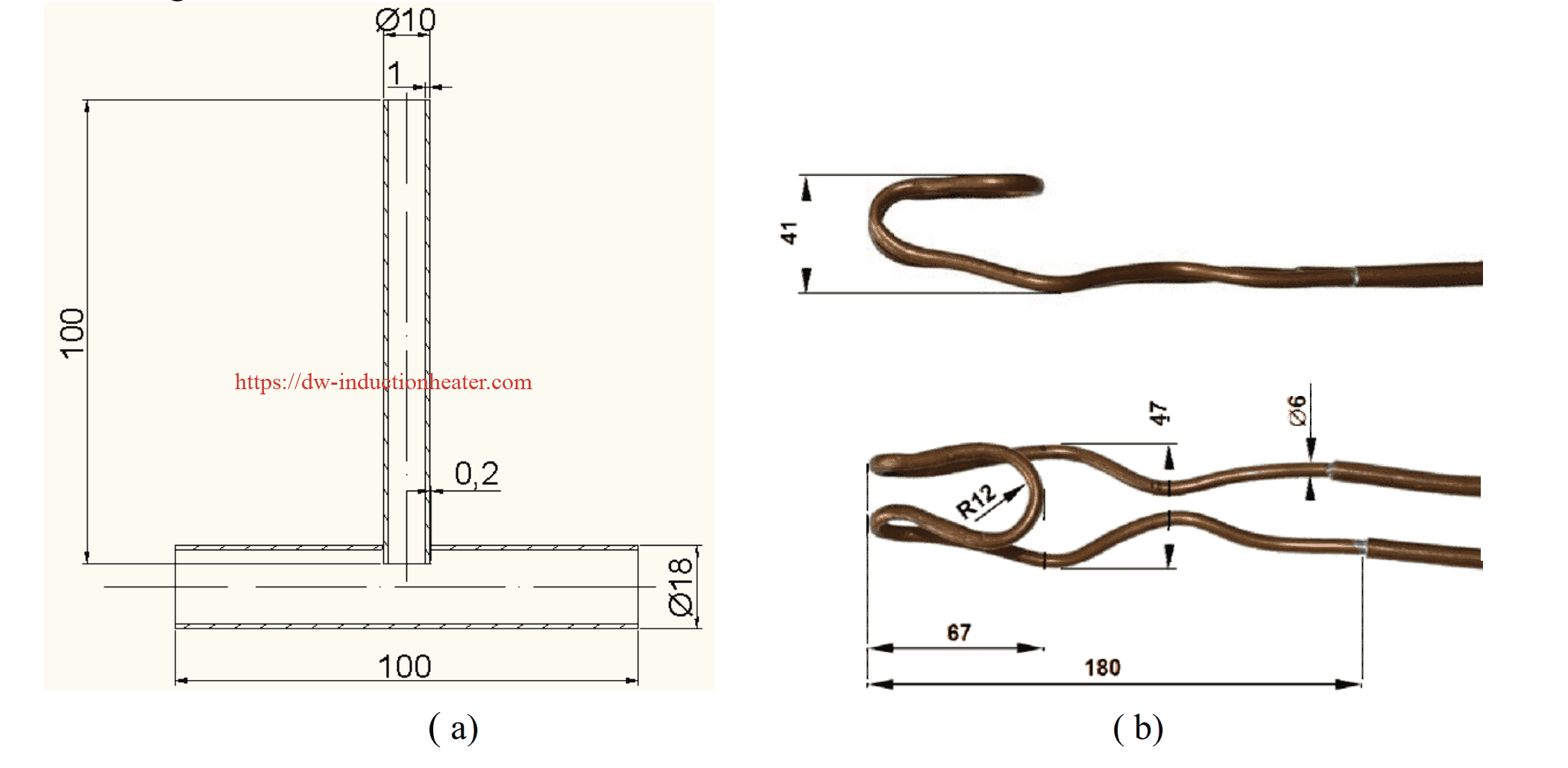
Dette arbejde handler om design af komponenter til solfangere, der er egnede til loddeproces, nemlig delene af opsamlingsrøret (fig. 1a). Rørene er lavet af en Al-legering af typen AW 3000 med den kemiske sammensætning, der er angivet i tabel 1. Til lodning anvendes en legering af typen Al 104 (tabel 2) sammen med flussmidlet Braze Tec 32/80, hvis rester ikke er ætsende. Temperaturintervallet mellem solidus- og liquidus-temperaturer for loddelegeringen Al 104 spænder fra 575 °C til 585 °C. Rørmaterialets solidustemperatur er 650 °C.
Tabel 1 Kemisk sammensætning af AW 3000-legering [wt. %].
| Si | Fe | Cu | Mn | Mg | Zn | Cr | Al |
| 0.05-0.15 | 0.06-0.35 | max. 0.1 | 0.3-0.6 | 0.02-0.20 | 0.05-0.3 | max. 0.25 | balance |
Tabel 2 Kemisk sammensætning af loddelegeringen af typen Al 104 [wt. %].
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
| 11-13 | 0.6 | max. 0.3 | 0.15 | 0.1 | 0.2 | max. 0.15 | balance |
Loddeprocessen forudsætter anvendelse af induktionsopvarmning. Det er nødvendigt at designe systemet til induktionsopvarmning på en sådan måde, at loddetemperaturer skal opnås i den fælles zone (loddede metaller - loddelegering) på samme tid. Fra dette synspunkt er et korrekt valg af induktionsspole, dens geometri og driftsparametre (hovedsageligt frekvensen og kildestrømmen) meget vigtigt. Formen og dimensionerne på den designede kobbervandkølede induktionsspole er vist i fig. 1b
Effekten af relevante parametre for induktionsopvarmning på temperaturfordelingen i de loddede dele blev vurderet ved hjælp af den numeriske simulering af induktionsopvarmning ved hjælp af programkoden ANSYS 10.0.
Simuleringsmodel
I overensstemmelse med metoden til løsning af koblede elektromagnetiske og termiske problemer med FEM ved hjælp af ANSYS 10.0-softwaren [3-5] blev simuleringsmodellen for induktionsopvarmningsprocessen til lodning udviklet, herunder geometriske, fysiske og indledende og grænsebetingelser. Hovedformålet med den numeriske simulering var at definere de optimale parametre for induktionsopvarmning (frekvensen og kildestrømmen) for at opnå den nødvendige temperaturfordeling i zonen for fugedannelse.
Den foreslåede 3D-model (fig. 2) til elektromagnetisk analyse består af en model af rør, loddelegering, vandkølet induktionsspole og omgivende luft (ikke vist i fig. 2). I den termiske analyse blev kun rørene og loddelegeringen taget i betragtning. En detalje af det net, der er genereret af de lineære 8-knudeelementer i zonen med fugedannelse, er illustreret i Fig. 2b.

Fig. 2 a) Geometrisk model til elektromagnetisk analyse uden omgivende luft og b) detalje af det 3D-net, der er genereret i zonen med fugedannelse. Temperaturafhængigheden af de elektriske og termiske egenskaber af AW 3000-legeringen og Al 104-loddelegeringen blev opnået ved hjælp af JMatPro-software [6]. Da de anvendte materialer er ikke-magnetiske, er deres relative permeabilitet µr = 1.
Udgangstemperaturen for de loddede materialer var 20 °C. Der blev antaget perfekte elektriske og termiske kontakter på materialernes grænseflader. Frekvensen af kildestrømmen i induktionsspolen blev antaget at være 350 kHz. Værdien af kildestrømmen blev defineret fra intervallet fra 600 A til 700 A. Afkøling af de loddede rør ved fri konvektion og stråling til luften med en temperatur på 20 °C blev taget i betragtning. Kombineret varmeoverførselskoefficient afhængig af overfladetemperaturen på loddede dele blev defineret. I fig. 3 vises temperaturfordelingen i loddede komponenter efter opnåelse af krævede temperaturer i den fælles zone for valgte værdier af anvendte kildestrømme i Induktionsvarmespole. Tiden på 36 sekunder ved brug af kildestrømmen på 600 A ser ud til at være ret lang. Den hurtige opvarmning med en kildestrøm på 700 A kan ikke være tilstrækkelig til at smelte Al 104-loddet. Af denne grund anbefales en kildestrøm på ca. 620 A til 640 A, hvilket fører til loddetider fra 25 til 27,5 sekunder....
